品牌 : |
吉田 |
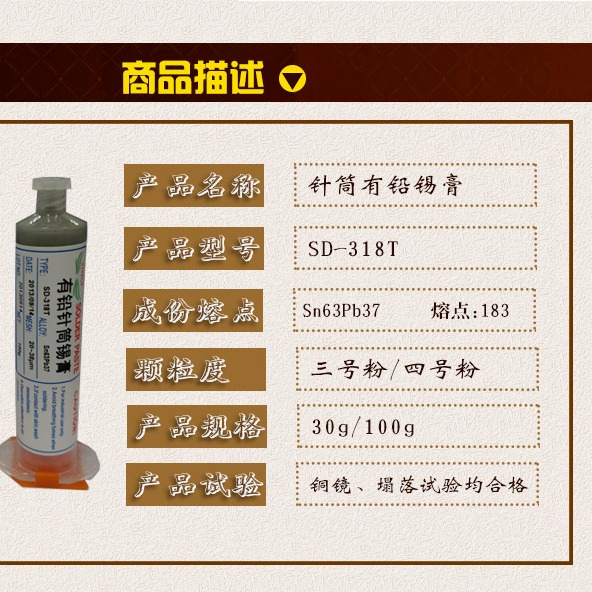
型号 : |
SD-318T |
加工定制 : |
是 |
粘度 : |
170±20Pa.s |
颗粒度 : |
25~45/20~38μm |
合金组份 : |
Sn63Pb37 |
活性 : |
好 |
清洗角度 : |
免洗 |
熔点 : |
183℃ |
工作温度 : |
20~35 |
适用范围 : |
点胶/SMT贴片/电子版 |
有铅通用系列锡膏由 RAM 级助焊剂与低氧化度的球形焊料粉末组成,体
系中采用高性能触变剂,具有优越的溶解性和持续性,适用于细间距器件(QFP
等)的贴装。
1、 免洗型,回流焊后残留物极少,且腐蚀性小,具有极高的表面绝缘阻抗。
2、 连续印刷稳定,长时间印刷后仍可与初期印刷效果一致,不会产生微小锡球。
3、 印刷时具有优异的脱膜性,可适用于 0.3mm/12mil 或更细间距的贴装。
4、 触变性佳,印刷中和印刷后不易坍塌,可减少焊接桥接短路的发生。
5、 润湿性能好,焊后焊点饱满良好,强度高,导电性优异。
6、适用各种回流焊方式。
1.包装以罐装和针筒为 1 个单位,每罐 500 克,每支 30 克或 100 克,针筒和罐子为聚乙烯
制成,颜色为白色,盖子分内、外盖。
2.交货时将上述容器装在泡沫保温箱里运输。
3.标签上须注明“产品名称”、“型号”、“净重”、“批号”、“公司名称”、“生产日期”、“注意
事项”。
2
2. 搅拌方式
2.1 手工搅拌
手工搅拌通常使用刮刀搅拌锡膏,搅拌时应注意避免刮刀刮破锡膏罐;回温至室温后手
工搅拌 1-3 分钟。
2.2 机器搅拌
机器搅拌通常使用离心搅拌,搅拌时要注意两头的重量一致,回温至室温的锡膏用机
器搅拌 1-3 分钟,不回温的锡膏用机器搅拌 5-10 分钟,被开罐使用过的锡膏再次回温使用,
不易采用机器搅拌,而要用手搅拌 1-3 分钟,与新鲜锡膏混合使用。
2.3 针筒包装锡膏严禁搅拌,否则造成点胶断锡等不良。
3. 印刷条件
硬度:肖氏硬度 80~90 度
材质:橡胶或不锈钢
刮刀 刮刀速度:10~150mm/sec
刮刀角度:60~90
材质:不锈钢模板或丝网
网板厚度:丝网 80~150 目厚
网板 不锈钢模板:一般 0.15~0.25mm 厚
细间距 0.10~0.15mm
温度:25±5℃
环境 湿度:40~60%RH
风:风会破坏锡膏的粘着性
注意事项:
锡膏印刷或点胶后,8 小时内需贴片,如果时间过长,则锡膏中溶剂挥发,锡膏表面易
于干硬,而造成贴片失败;
贴片后,2 小时内过炉,否则锡膏中溶剂挥发,容易造成粘性降低,器件掉落;
锡膏印刷后以及元器件贴片等待过炉时,请不要将 PCB 或者支架等置于高温、高湿、
强对流风区域,以免锡膏焊接失效。
3
1. 回温注意事项
通常在 20-35℃室温之间回温,回温时间通常控制在 2-4 小时之内;
七、注意使用事项
回温过程不能打开盖子或者针筒头塞后盖,以免水汽进入锡膏;
如不慎操作导致水汽进入锡膏,请做报废处理,以免焊接炸锡,引起锡珠等不良。
2. 搅拌方式
2.1 手工搅拌
手工搅拌通常使用刮刀搅拌锡膏,搅拌时应注意避免刮刀刮破锡膏罐;回温至室温后手
工搅拌 1-3 分钟。
2.2 机器搅拌
机器搅拌通常使用离心搅拌,搅拌时要注意两头的重量一致,回温至室温的锡膏用机
器搅拌 1-3 分钟,不回温的锡膏用机器搅拌 5-10 分钟,被开罐使用过的锡膏再次回温使用,
不易采用机器搅拌,而要用手搅拌 1-3 分钟,与新鲜锡膏混合使用。
2.3 针筒包装锡膏严禁搅拌,否则造成点胶断锡等不良。
为您精选

焊创供应HC-902无铅低温锡膏散热器SMT
焊创供应阳江有铅中温锡膏6337厂家生产一件
焊创供应朝阳有铅中温锡膏LED锡膏厂家生产一
焊创供应南昌有铅中温锡膏含银免洗SMT贴片锡
焊创供应阳江市无铅高温锡膏QFN封装锡膏生产
焊创供应贵阳有铅中温锡膏含银锡膏厂家生产一件
焊创供应黄山无铅中温锡膏铜线灯锡膏厂家生产一
焊创供应抚顺市有铅中温锡膏厂家生产
焊创供应锦州市无铅中温锡膏源头厂家一件起批
焊创供应福州市无铅高温锡膏0307免洗SMT

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码