



-
 ¥2650BM六方孔加工旋转冲削刀具BTA
¥2650BM六方孔加工旋转冲削刀具BTA -
 ¥2650BM六方孔加工旋转冲削刀具BT
¥2650BM六方孔加工旋转冲削刀具BT -
 ¥2650BM六方孔加工旋转拉刀BTA
¥2650BM六方孔加工旋转拉刀BTA -
 ¥2650BM六方孔加工旋转拉刀BT
¥2650BM六方孔加工旋转拉刀BT -
¥2650BM四方孔加工旋转冲削刀具BTA
-
 ¥2650BM四方孔加工旋转冲削刀具BT
¥2650BM四方孔加工旋转冲削刀具BT
- 陕西渭柏精密机械有限公司
- 联系姓名:高经理
- 电话号码:18109249948
- 固定电话:029-83321180
- 所在地区:陕西省-西安市
- 经营模式:生产厂家
- 主营产品:驱动顶针, GPRTOPS顶针, GEPY顶针, IFANGER滚花刀具, BISON卡盘, BM旋转拉刀, REV键槽拉刀, AKS浮动去毛刺倒角刀, RE-AL浮动铰刀柄, 德国HOBE镗刀
- 进入店铺
-
微信小程序 一键拨号更便捷
产品分类
相关产品推荐
-
 ¥2650.00
BM四方孔加工旋转拉刀BTA
¥2650.00
BM四方孔加工旋转拉刀BTA
-
¥2650.00
BM四方孔加工旋转拉刀BT
-
¥0.00
FRIBOSA有心轴机用虎钳fribosa
-
¥0.00
格博GREBER高精度车床尾座顶针gprtops
-
¥0.00
URMA金刚石砂轮修整器 金刚笔urmarolls

类型 : |
插齿机 |
品牌 : |
REV |
型号 : |
BTA |
外形尺寸 : |
10*8*6 |
主电机功率 : |
220 |
加工精度 : |
高精度 |
动力类型 : |
电动 |
工作形式 : |
车 |
控制形式 : |
数控 |
适用范围 : |
通用 |
适用行业 : |
机械加工 |
作用对象材质 : |
工件 |
产品类型 : |
全新 |
是否库存 : |
是 |
售后服务 : |
提供加工数据 |
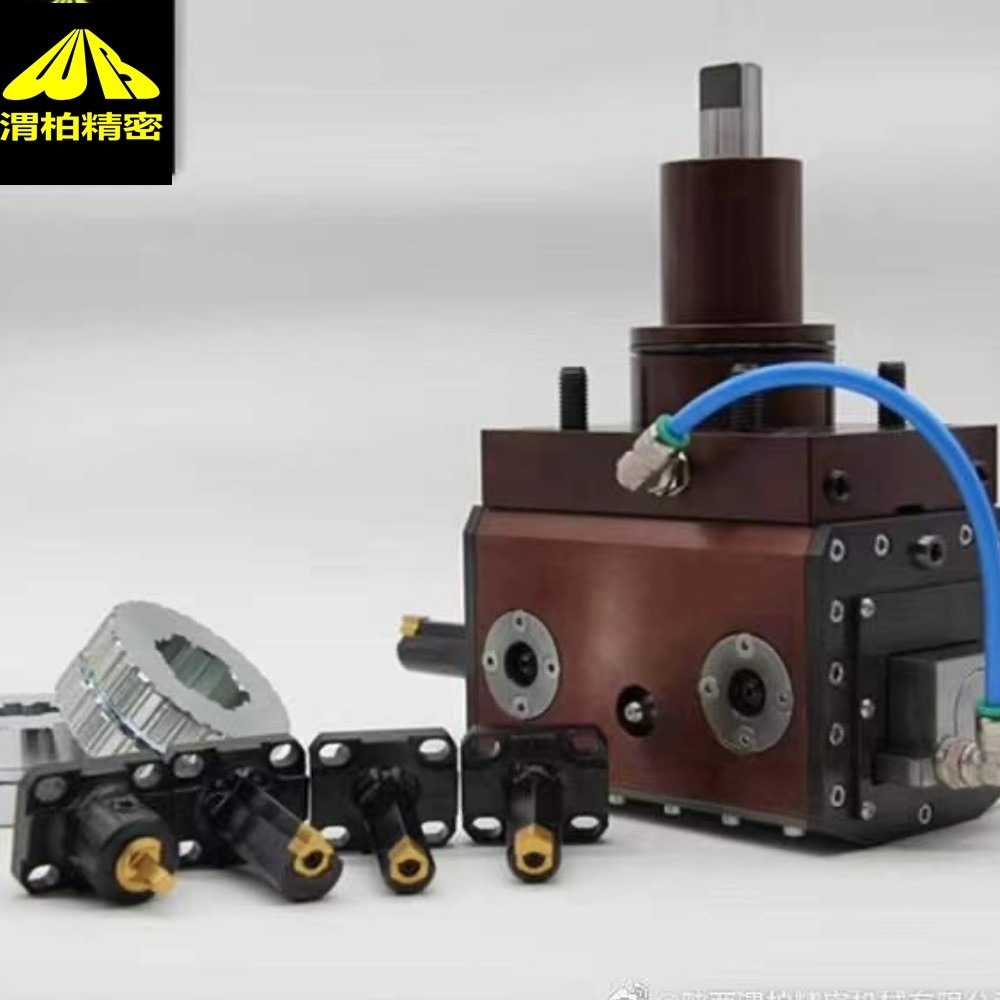
REV插齿动力头BTA 插齿动力刀座 键槽加工效率高 刚性好,使用维护方法:
初次使用
将插削机安装在车床上。稍微松开固定螺栓 8,然后使用比较仪对插削机进行对齐。后者必须放置在对齐区域 7 上。插削机完全对齐后,请再次拧紧固定螺栓 8,并以每分钟 150 次的速度让插削机运行约 10 分钟。用普通的导轨用油润滑移动的滑架。这将有助于软化密封条以及在使用前对插削机进行试运转。
上油
为了保持机械性能,我们建议每使用 10 个小时后,对插削机进行一次上油,上述时间是仪器实际使用的时间(请参见注油计算示例)。
使用 Persian Poligrease EP 1。
当意识到油脂从移动滑架的周边区域中流出时,请暂停上油。
注油计算示例
如果生产一个工件需要 2 分钟,完成单一
键槽需要 10 秒钟,那么在约 3600 件工件之后,执行注油。
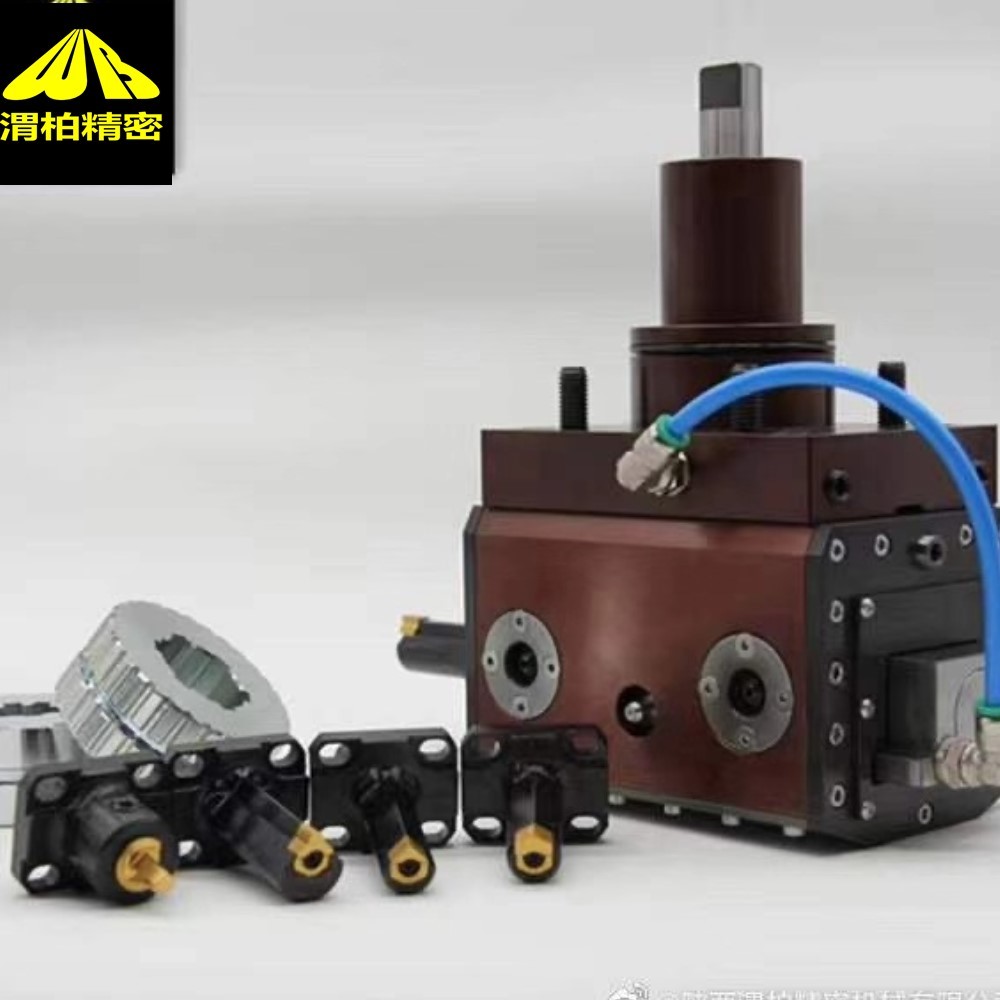


REV插齿动力头BTA 插齿动力刀座 维护方法:
长时间使用(约 1000 小时)后,有必要对插削机进行维护,更换易磨损的零件,例如轴承、密封条等。
内部/外部加工
该机动化插削机能够执行内部或外部加工。
根据如下指示反转机动化旋转方向就可以了:
指令 M04 = 内部加工
指令 M03 = 外部加工。
根据是内部加工还是外部加工,必须通过将镶件定向在切削方向上来固定仪器。
S在返回阶段分离
在返回阶段,刀具将从已加工表面分离 0.25 毫米。这项移动操作对于保持镶件的完整性是必不可少的。
切削参数:
为了确保镶件具有较长的寿命和加工过程中的佳光洁度,建议遵守推荐参数(请参阅参数表)
机动化插削机的加工示例:
外部轮廓加工
此短视频展示了外部加工:完成了一个外部开槽的轮廓 DIN 5482 模块 2.5 Z = 30。
加工材料为硬度 35 HRC 的合金钢。
单槽的完成时间为 4 秒,而完成整个齿形轮廓的总时间约为 2 分钟。
考虑到工具高的刚性,所以加工非常简单并且具有佳的光洁度。
为了正确且有效地使用此工具,公司可为客户提供专门开发的程序。该程序适用于市场上的所有数控车床。
- 陕西渭柏精密机械有限公司
- 高经理 市场部
- 18109249948
- 陕西省西安市长乐东路2999号京都国际11405
为您精选
-
habegger外螺纹加工挤压板牙 牙板
¥面议 -
德国WB键槽插齿机插齿动力头车床加工键槽
¥36500 -
WB不锈钢冷却管 蛇形管耐高压 耐高温
¥1150 -
REV键槽加工插齿动力头 插齿动力刀座BT
¥32010 -
REV插齿动力头BTA 插齿动力刀座
¥32000
-
DIXI刀具包含DIXI铣刀 dixi硬
¥482 -
Diaweber砂轮修整器DW STU
¥512 -
进口HIRT不锈钢冷却管hardinge
¥932 -
塔布瑞内Tamburini量规包含塞规和环规
¥350 -
进口Tamburini螺纹塞规、Tambur
¥420







