














产品分类
相关产品推荐
-
 ¥34.00
木炭机堆焊焊丝 YD798药芯焊丝 耐磨焊丝
¥34.00
木炭机堆焊焊丝 YD798药芯焊丝 耐磨焊丝
-
¥42.00
YD583堆焊焊丝 盾构机刀盘耐磨焊丝 海泰药芯焊丝
-
¥35.00
耐磨焊丝 高硬度堆焊焊丝 YD999药芯焊丝 海泰焊材
-
¥32.00
耐磨焊丝 药芯堆焊焊丝 D688合金焊丝 海泰焊材
-
¥55.00
药芯焊丝 KB988堆焊焊丝 碳化钨耐磨焊丝 现货包邮

品牌 : |
海泰 |
型号 : |
CH.D910 |
牌号 : |
CH.D910 |
产地 : |
河北 |
类型 : |
堆焊焊条 |
材质 : |
碳化钨 |
焊芯直径 : |
3.2 40 5.0 |
药皮性质 : |
碱性焊条 |
直径 : |
3.2 4.0 5.0 |
长度 : |
350 400 |
焊接电流 : |
320 |
电流幅度 : |
180 |
熔点 : |
1300 |
工作温度 : |
700 |
适用范围 : |
用于磨损工件的修复堆焊及新品制 |
硬度HRC : |
65 |
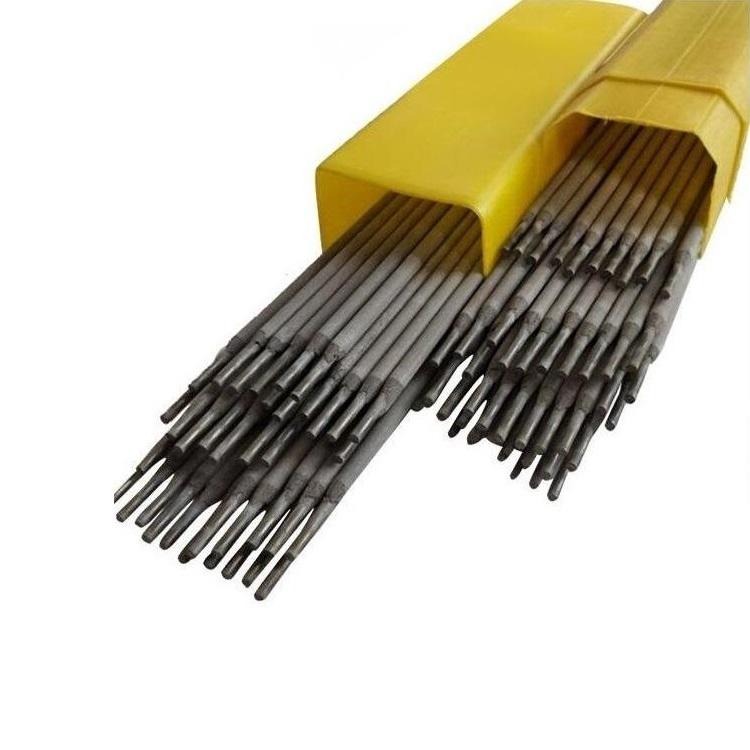
CH.D910耐高温耐磨焊条 抗冲击堆焊焊条

CH.D910耐高温耐磨焊条 抗冲击堆焊焊条
说明:
CH.D910型耐磨焊条是石墨型药皮的堆焊焊条,电弧较稳,飞溅少,渣少,脱渣容易,堆焊层耐高温500度,硬度较高难以进行切削加工,只能研磨;抗裂性高。交直流两用,可直接冷焊。
用途:
CH.D910型耐磨焊条用于高温耐磨损的场合,堆焊各种机械磨损件,如电铲、球磨机、破碎锤头等,相次于JIS HF-800。
熔敷金属化学成分(%)
C Mn Si Cr W Ni Mo V 其它
1.0 1.50 1.0 5.0-10.0 1.0-2.0 1.0 2.0 0.5 4.0
堆焊层硬度:(焊后空冷)HRC≥55
参考电流 (DC+)
焊条直径(mm) | φ3.2 | φ4.0 | φ5.0 |
焊接电流(A) | 90~110 | 140~160 | 180~220 |
注意事项:
1.焊前焊条须经300~350℃烘焙1h。
2.焊件必须先经400~600℃预热,并将工件上的铁锈、油污等清除干净再进行堆焊。
3.每次堆焊的长度以不超过50~70mm为宜。
4.焊后工件应在600~700℃回火1h后再缓冷,或将工件立即放入干燥和预热的砂箱中或放草灰中缓冷。















![NL@A`8PCOIUBNG[]2DWF$P.png](https://img1.912688.com//Ftm_QqePtpc08mCfd-Ul-JNUgoDn "58010537.png")
![JM0C~(NE{YKE8I}7]3WSE8N.png](https://img1.912688.com//FuiUd1muRy2qxGkArpVW0EKBaAkf "78042096.png")
- 南宫市海泰合金焊接材料厂
- 王先生 销售部
- 13473084955
- 河北省邢台市东进大街86号
为您精选
-
海泰焊材 耐磨焊丝 YD688药芯焊丝
¥35 -
YD517耐磨焊丝 药芯堆焊焊丝 H2Cr1
¥27 -
耐磨焊丝 盾构机刀盘堆焊焊丝 YD583药芯
¥42 -
海泰堆焊焊丝 D688药芯焊丝 耐磨焊丝 海
¥32 -
木炭机螺旋推进器堆焊焊丝 YD798药芯焊丝
¥34
-
耐冲击耐磨焊丝 YD112堆焊焊丝 药芯焊丝
¥25 -
YD611M堆焊焊丝 高硬度耐磨焊丝 药芯焊
¥25.50 -
耐磨药芯焊丝 YD337热锻模焊丝 模具堆焊
¥43 -
模具堆焊焊丝 热锻模焊丝 YD359药芯焊丝
¥43 -
药芯耐磨焊丝 轧辊修复用焊丝 YD1Cr13
¥27
- 天津金桥A002不锈钢焊条源头实力商家
- 山东42Crmo钢焊接用焊条焊丝
- 四川大西洋 CHR307高速钢堆焊焊条总代理
- 四川大西洋CHL708焊条W708堆焊耐磨焊条桂林总代理
- 上海电力超低碳不锈钢焊条广西总代理
- 日本进口CR-134焊条厂家用途质量
- 3.24.05.0瑞典伊萨焊条 OK 61.30不锈钢焊条E308L-17不锈钢焊条总代理
- 进口法奥迪VAUTID-30焊条中国总经销
- 麒麟JQ-AF312-15焊条E312-15双相不锈钢焊条3.2
- 正品批发四川大西洋CHR212焊条D212堆焊耐磨电焊条
- 麒麟JQ-AF2209-15焊条E2209-15双相不锈钢焊条锦州厂家
- 阿维斯塔ENiCrFe-3不锈钢焊条总代理







