相关产品推荐
 ¥88000
XINYI/鑫亿重工XYZG-4000大型龙门数控等离子切割机
¥88000
龙门式数控切割机 数控等离子切割机 XINYI/鑫亿重工XYZD
¥88000
XYZG-L4000大型数控火焰两用切割机,XINYI/鑫亿重工
¥78000
XINYI/鑫亿重工 XYZG-LM3000 数控等离子切割机
¥78000
XINYI/鑫亿重工XYZG-LM3000 数控等离子切割机
¥88000
XINYI/鑫亿重工XYZG-4000大型龙门数控等离子切割机
¥88000
龙门式数控切割机 数控等离子切割机 XINYI/鑫亿重工XYZD
¥88000
XYZG-L4000大型数控火焰两用切割机,XINYI/鑫亿重工
¥78000
XINYI/鑫亿重工 XYZG-LM3000 数控等离子切割机
¥78000
XINYI/鑫亿重工XYZG-LM3000 数控等离子切割机
品牌 : |
焊凌 |
型号 : |
HLDLZ |
产品别名 : |
不锈钢管道自动焊接设备 |
作用原理 : |
等离子 |
作用对象 : |
金属 |
输入电压 : |
380 |
频率 : |
55 |
额定输入电源容量 : |
380 |
暂转率 : |
70 |
维弧电流范围 : |
0-400 |
维弧空载电压 : |
380 |
引弧气体流量 : |
1 |
脉冲频率范围 : |
0-55 |
离子气体流量 : |
1 |
功率 : |
400 |
输出负载率 : |
80 |
保护气流量 : |
15 |
冷却水流量 : |
12 |
外形尺寸 : |
400*400*400 |
重量 : |
5000KG |
用途 : |
焊接 |
净重 : |
4000 |
输出电流调节范围 : |
0-400 |
维弧电流 : |
400 |
脉冲占空比(%) : |
1 |
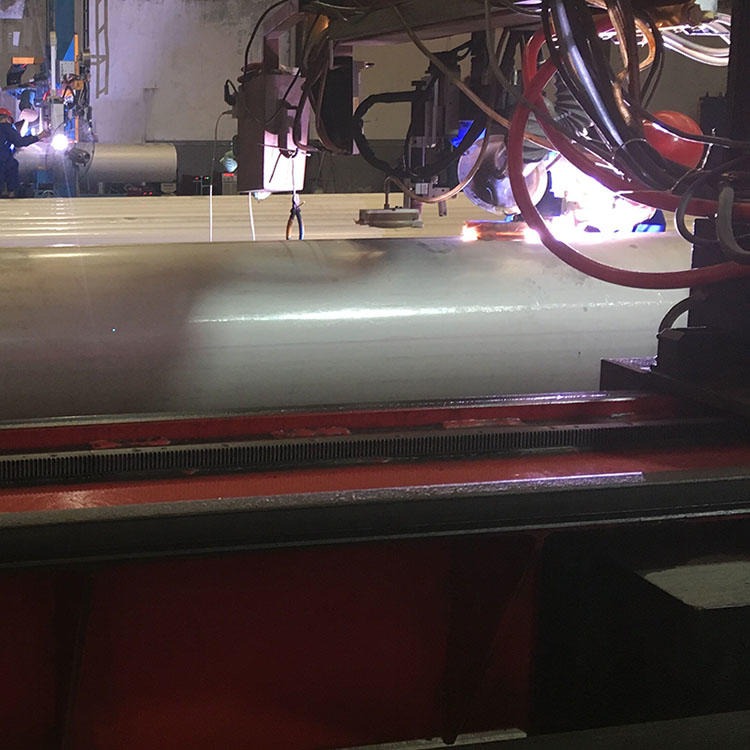
我司对边梁式大型不锈钢管道等离子自动焊机很有心得,对于很多原先厂家不是我们做的,如果需要改造,我司也可进行设计改造,让你省成本的同时,又可以有相应的产品。
边梁式大型不锈钢管道等离子自动焊机焊接工艺:
1. 焊缝形式:对接焊缝,焊前需点固。
2. 焊接方式:对于厚度在10mm以下一般不需要开坡口 ,就可以实现单面焊双面成型,它的焊接方式可以由等离子弧焊+填丝焊接+摆动完成,也可以选择其中一项就可以完成焊接,它是由等离子电源、自动焊枪、PLC可编程控制系统等关键部件。直流/脉冲电流选,TIG 可选择直流/脉冲档,焊接过程高频引弧,脉冲频率可调,可实现焊接行程设定及自动衰减。
3. 保护气体:高纯度氩气Ar。
4. 焊丝规格:Φ0.8~Φ1.2mm,(可采用固定一种焊丝规格的方式,建议Φ1.2mm)
5. 组对错边量: 0.5mm≤1mm
6. 焊缝间隙: 0.5mm ≤2mm 封头与筒体壁厚不一样时,装配需内平外错。
7. 焊接工艺:采用等离子打底,TIG+填丝+摆动盖面的焊接工艺,采用双机头结构。通过焊缝直接对接,实现单面焊接双面一次成型。焊枪的移动经交流伺服电机驱动和直线导轨导向,通过电器控制系统自动完成焊接的过程。
8.焊接结果:焊接接头的焊接质量、焊高、焊宽等符合相关要求。
为您精选
XINYI/鑫亿重工XYZG-4000碳钢板
XINYI/鑫亿重工 XYZG-LM4000

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码