相关产品推荐
类型 : |
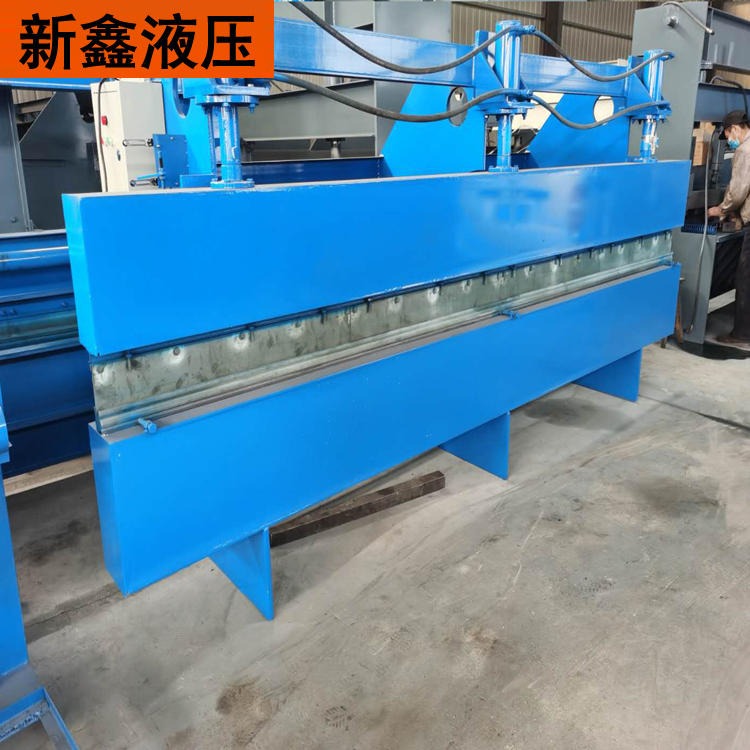
折弯机 |
品牌 : |
鑫炎 |
型号 : |
折弯机 |
控制形式 : |
人工 |
产品类型 : |
全新 |
是否库存 : |
是 |
售后服务 : |
保修一年 |
主电机功率 : |
3kw |
重量 : |
1.2t |
可加工尺寸 : |
1.2mm厚板 |
滑块行程调节量 : |
10 |
原理 : |
冷成型 |
剪切角 : |
0 |
剪切次数 : |
16 |
动力类型 : |
液压 |
作用对象材质 : |
金属 |
适用范围 : |
通用 |
适用行业 : |
不锈钢制品 |



(1)液压上传动,机床两端的油缸安置于滑块上,直接驱动滑动工作。
(2)采用机械档块结构,稳定可靠。
(3)滑块行程机动快速调,手动微调,计数器显示。
(4)采用全钢焊结构,具有足够的强度和刚性。
(5)滑块同步机构采用扭轴强迫同步。
(6)斜楔式的挠度补偿机构,以保证获得较高的折弯精度。
液压板料折弯机的吊运和安装
1、液压板料折弯机整机重心较高,前重后轻,因此在吊运和搬运及安装过程中必须注意重心位置,以免造成机器翻身事故,吊运时,起吊钢丝夹角尽量小,以保证机床精度不变。
2、液压板料折弯机左右立柱处在工作台面为测量水平的基准处,纵横方向均应小于或等于1000:0.2,按地基图预先做好基础,将液压板料折弯机安装在基础上,同时装好地脚螺栓, 后灌浆,待水泥全部凝固后,紧定螺栓,校对水平。
液压折弯机压力的调试
1 液压折弯机核算压力是依据板材的搞拉强度核算的。假如你板材功能纷歧样,固然核算出来一样,但实践需求的力天然纷歧样。
2 假如外界要素一样,只是液压折弯机的问题,可以经过两个当地调整,一是调整系统里面板才的抗拉强度,二是调整系统设置里面的DA值。
1、首先是接通电源,在控制面板上打开钥匙开关,再按油泵启动,这样你就听到油泵的转动声音了。(此时机器不动作)
2、行程调节,折弯机使用必须要注意调节行程,在折弯前一定要试车。折弯机上模下行至 部时必须保证有一个板厚的间隙。否则会对模具和机器造成损坏。行程的调节也是有电动快速调整和手动微调。
3、折弯槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。
4、后挡料调整一般都有电动快速调整和手动微调,方法同剪板机。
5、踩下脚踏开关开始折弯,折弯机与剪板机不同,可以随时松开,松开脚折弯机便停下,在踩继续下行。
液压折弯机的液压控制系统对于折弯机本身而言是中枢般的大脑,在折弯机的生产中,要求有高的自动化率和标准化率。因此,液压系统也限制在液压控制方式上,这些方式的不同结构型式和原理,已普遍得到市场认可。
1、 控制块
控制块形式就是将三个控制块合成为一个控制块。它主要应用在某些特殊结构的折弯机中。由于控制的原因,控制块与两个冲压液压缸间的连接管道必须要对称布置,而且要保证不超过两只液压缸间的 允许间距(约3m),因此, 控制块要尽可能布置在机器的 。
2、三控制块
这种款式拥有三个控制块。两个带有所属的中间板充液阀的主控制块直接安装在液压缸上,实现了主控制块与液压缸腔之间的无管道连接。折弯机主控制块主要由重要的比例换向阀、位置监控换向阀和背压组件组成。
3、传感器和轴的接口分配器
控制块在折弯机的应用中,将全部电磁阀都集中在一个控制块中,同样地,也将各阀的电连线集中在一条电缆线上,实现了公共连线。为此,在折弯机 控制块上也设置了一个接口分配器。
在进行机床保养或擦机前,应将上模对准下模后放下关机,直至工作完毕,如需进行开机或其它操作,应将模式选择在手动,并确保安全。其保养内容如下:
1、液压油路
a.每周检查油箱油位,如进行液压系统维修后也应检查,油位低于油窗应加注液压油;
b.所用液压油为ISO HM46或MOBIL DTE25;
c.新机工作2000小时后应换油,以后每工作4000~6000小时后应换油,每次换油,应清洗油箱;
d.系统油温应在35℃~60℃之间,不得超过70℃,如过高会导致油质及配件的变质损坏。
2、过滤器
a.每次换油时,过滤器应更换或彻底清洗;
b.机床有相关报警或油质不干净等其它过滤器异常,应更换;
c.油箱上的空气过滤器,每3个月进行检查清洗, 1年更换。
3、液压部件
a.每月清洁液压部件(基板、阀、电机、泵、油管等),防止脏物进入系统,不能使用清洁剂;
b.新机使用一个月后,检查各油管弯曲处有无变形,如有异常应予更换,使用两个月后,应紧固所有配件的连接处,进行此项工作时应关机,系统无压力
首先你要确定你要设计的折弯机的规格是什么
一般而言 200T以下的选用WC67Y系列~以上的用WD67Y系列的~长机型也选用WD67Y系列的。
1、确定折弯机的吨位及 折弯长度。2、根据国家标准折弯机形式与参数查出 开启高度 滑块行程调节量 喉口深度 工作速度~。
2、确定油缸直径(很关键直接关系到公称压力是否能达到要求),按系统压力24.5MPa计算就可以了,油缸的行程是根据你查出来的 开启高度 而定。在根据工作速度可以确定油泵及电机的大小。
3、确定滑块及工作台立板厚度~根据板料挠度变形公式计算, 变形量都控制在15丝左右~墙板厚度取滑块厚度即可~~工作台面宽度取2倍的下模宽度
4、液压部分设计 要按照有以下动作来设计 快下 慢下 保压 卸荷 回程。
5、其他部分都是次要的但也是必须的
总之一台液压折弯机要有以下几个部分
1、机架部分 2、行程调节机构 3、滑块机构 4、同步机构 5、后挡料机构 6、上下模对中装置 7、液压系统 8、电气系统
一级保养
1. 机床运行600小时进行一级保养,以操作工人为主,维修工人配合进行。
2. 首先切断电源,然后进行保养工作(见下表)。
序号 | 保养部位 | 保养内容及要求 |
一 | 外保养 | 1. 擦拭机床,要求无黄袍、无油污。 2. 配齐缺损零件。 |
二 | 上滑块 | 1. 检查、调整上滑块与工作台的平行度。 2. 检查、调整直控平衡阀,防止上滑块下滑。 3. 擦拭导轨、丝杆、滑动面。 |
三 | 工作台 | 1. 擦拭工作台,修光毛刺。 2. 擦拭料架、丝杆、螺母,调整间隙。 |
四 | 液压 润滑 | 1. 清洗油泵、滤网、阀门,加润滑油。 2. 配齐缺件,疏通油路。 3. 检查压力表。 4. 检查油质、油量,酌情添加新油。 |
五 | 电器 | 1. 擦拭电动机、电器箱。 2. 检查、紧固接零装置。 |
二级保养
1. 机床运行5000小时进行二级保养, 以维修工人为主,操作工人参加,除执行一级保养内容及要求外,应做好下列工作,并测绘易损件,提出备品配件。
2. 首先切断电源,然后进行保养工作(见下表)。
序号 | 保养部位 | 保养内容及要求 |
一 | 上滑块 | 1. 修刮滑块、导轨毛刺,调整各部间隙。 2. 修复或更换严重磨损零件。 |
二 | 液压 润滑 | 1. 检查油泵、油缸、活塞、滤网、换向阀,修光毛刺。 2. 校验压力表。 3. 修复或更换损坏零件。 |
三 | 工作台 | 1. 擦拭工作台,修光毛刺。 2. 修复或更换损坏零件。 |
四 | 电器 | 1. 清洗电动机,检查轴承,更换润滑脂。 2. 修复或更换损坏元件。 3. 电器符合设备完好标准要求。 |
五 | 精度 | 1. 校正机床水平,检查、调整、修复精度。 2. 精度符合设备完好标准要求。 |
为您精选

现货批发 简易折弯机 数控折弯机 新鑫液压
4米彩钢瓦折弯机 液压折弯机 新鑫液压 液压
液压铁板折弯机 液压折边机 新鑫液压 按需供
新鑫液压 长期出售 6米折弯机 重型折弯机
4米折3mm液压折弯机 新鑫液压供应 各种型
液压折弯机 新鑫液压供应 4米6米折弯机 全
薄板折弯机 新鑫液压 液压折弯机 加厚折弯机
新鑫液压 厂价供应 数控液压折弯机 铁板折弯
折铝板折弯机 新鑫液压 不锈钢折弯机 彩钢板
电动钢板折板机 重型折弯机 新鑫液压出售 数

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码