






好货推荐
-
 ¥2840输送带托辊 兴源 无动力托辊 不锈钢滚筒 镀锌托辊
¥2840输送带托辊 兴源 无动力托辊 不锈钢滚筒 镀锌托辊 -
 ¥2840兴源 皮带机调偏辊 输送带托辊 缓冲托辊
¥2840兴源 皮带机调偏辊 输送带托辊 缓冲托辊 -
 ¥2840井下皮带用小托辊 皮带机调偏辊 锌锅沉没辊 兴源
¥2840井下皮带用小托辊 皮带机调偏辊 锌锅沉没辊 兴源 -
 ¥2840锌锅沉没辊 镀锌生产线沉没辊 兴源 工业炉底辊 压延辊
¥2840锌锅沉没辊 镀锌生产线沉没辊 兴源 工业炉底辊 压延辊 -
 ¥2840雾面辊轴 兴源 压延轴辊 镜面轴辊 工业炉底辊
¥2840雾面辊轴 兴源 压延轴辊 镜面轴辊 工业炉底辊 -
 ¥2840兴源 印刷机不锈钢辊 工业炉底辊 印刷裁纸设备镀铬辊
¥2840兴源 印刷机不锈钢辊 工业炉底辊 印刷裁纸设备镀铬辊
获取最低报价
商家收到后会立即联系您
请阅读并同意隐私政策
相关产品推荐
-
 ¥2100.00
沉没辊 平行上托辊 耐热钢托辊 兴源 井下皮带用托辊
¥2100.00
沉没辊 平行上托辊 耐热钢托辊 兴源 井下皮带用托辊
-
¥2100.00
镀铬冷却辊 不锈钢辊 兴源 镀铬双层冷却辊
-
¥2850.00
衡盛源 乙丙胶辊 聚氨酯胶辊 胶辊 冶金橡胶滚筒
-
¥2850.00
聚氨酯胶辊 衡盛源 胶辊 UV胶辊 包胶辊
-
¥1590.00
托辊 印刷裁纸设备镀铬辊 输送带托辊 长期供应 兴源
进入手机版

车削类型 : |
立式车 |
直径 : |
1500 |
长度 : |
5800 |
公差 : |
0.01 |
加工材料 : |
碳钢 |
表面粗糙度 : |
0.01 |
打样周期 : |
1-3天 |
加工周期 : |
4-7天 |
年剩余加工能力 : |
5000 |
年 加工能力 : |
999000 |
铣削类型 : |
卧式铣 |
镗削类型 : |
卧式镗 |
刨削类型 : |
龙门刨 |
产品详情
Product details
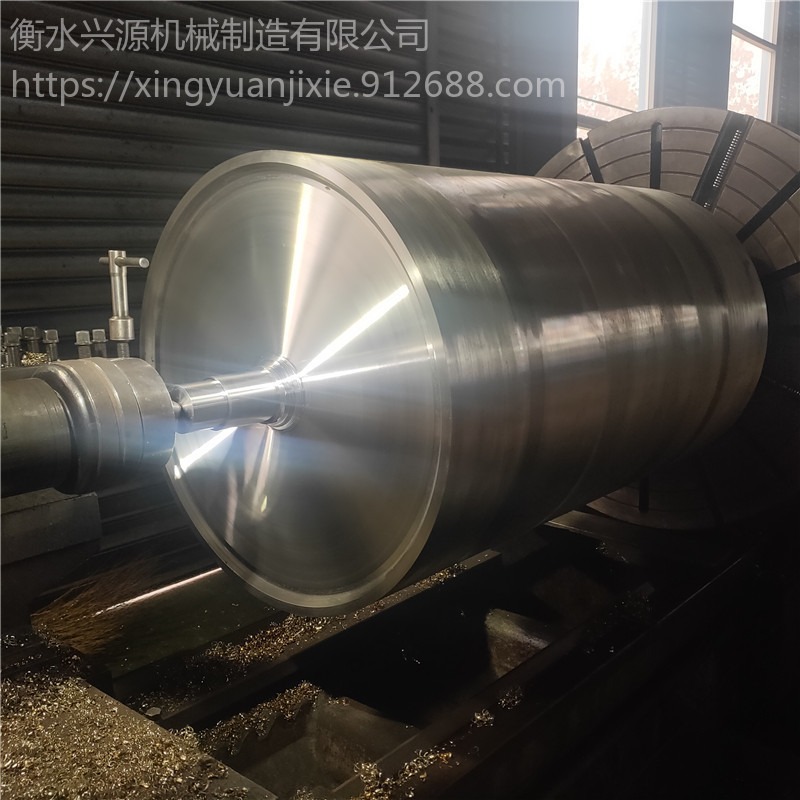
硬铬又称耐磨铬,硬铬镀层不仅要有一定的光泽,而且要求底层的硬度高、耐磨性好并与基体结合牢固。
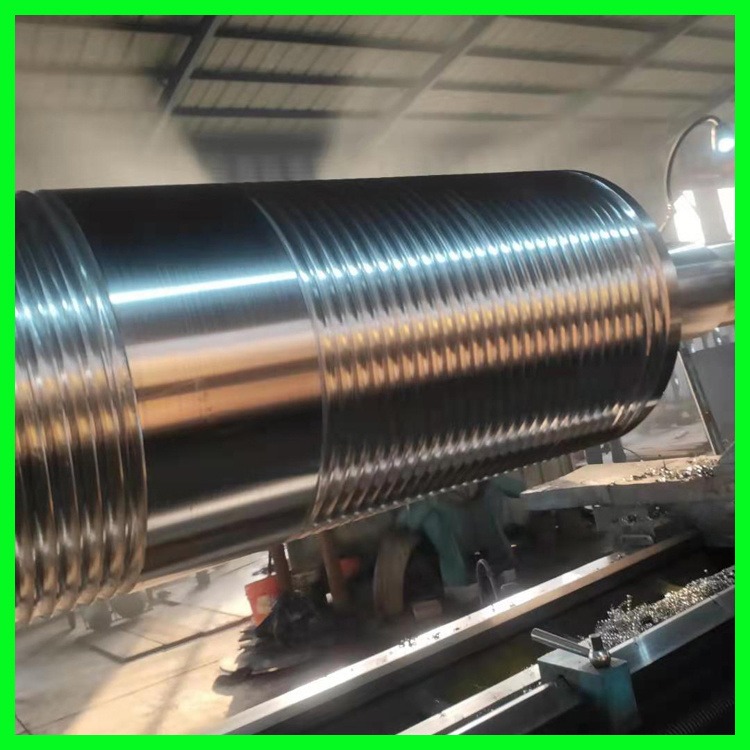
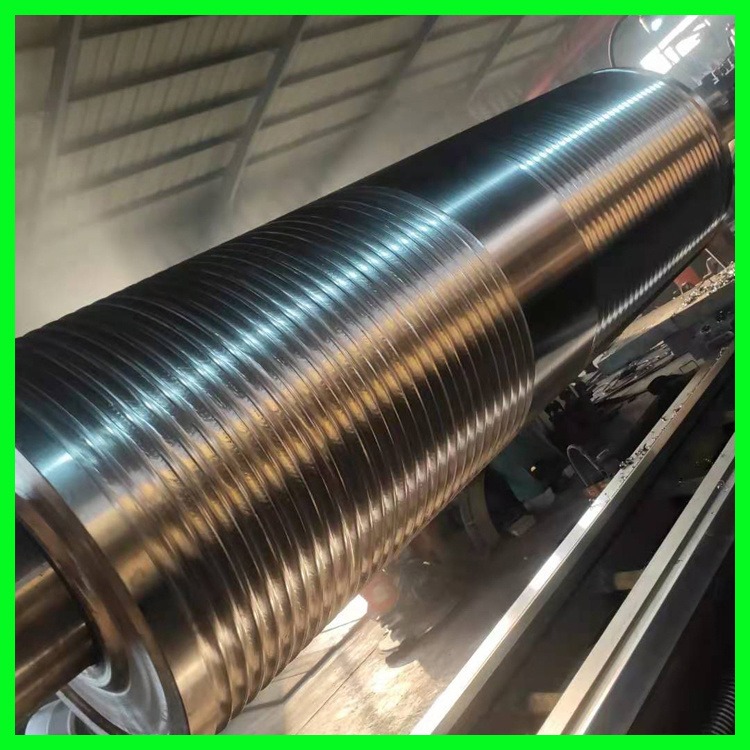
镀层厚度应根据使用场合不同而异。在机械载荷较轻和一般性防护时,厚度为10~20μm;在滑动载荷且压力不太大时,厚度为20~25μm;在机械应力较大和抗强腐蚀作用时,厚度高达150~300μm;修复零件尺寸厚度可达800~1000μm。
耐磨镀铬一般采用铬酐浓度较低的镀液,有的工厂也采用标准镀铬液。工艺条件上宜采用较低温度和较高的阴极电流密度,应视零件的使用条件和对铬层的要求而定。生产上一般采用温度为50~60℃(常用55℃)和25~75A/dm2(多数为50A/dm2)的阴极电流密度。工艺条件一经确定,在整个电沉积过程中,尽可能保持工艺条件的恒定,特别是温度,变化不要超过±1℃。




搜好货供应商衡水兴源机械制造有限公司供应机加工镀铬辊 定做不锈钢辊筒 不锈钢轴辊 镀铬镜面辊生产厂家,为您提供详细的产品报价、参数、图片等商品信息,如需进一步了解机加工镀铬辊 定做不锈钢辊筒 不锈钢轴辊 镀铬镜面辊生产厂家,请与厂家直接联系,请在联系时说明是在搜好货网看到这条商机的。
联系方式
Contact information
真诚期待您的来电
- 衡水兴源机械制造有限公司
- 李双喜 销售部
- 13831876497
- 河北省衡水市中小企业创业园内
为您精选
-
皮革机胶辊 包胶辊 烟机胶辊 耐溶剂胶辊 衡
¥2850 -
镀锌托辊 兴源 托辊 输送带托辊 雾面辊
¥2840 -
印刷机不锈钢辊 镀铬辊 兴源 输送带托辊 雾
¥2840 -
镀铬滚筒 水冷设备辊镀铬滚筒印刷机不锈钢辊
¥2840 -
兴源 雾面辊 耐热钢沉没辊 镀锌用张力辊 水
¥2840
-
造纸机沉没辊 兴源 水冷设备辊 耐热钢镀锌沉
¥2840 -
兴源 立辊 XPE设备水冷辊 雾面辊 316
¥2840 -
雾面辊型号 兴源 无动力托辊 不锈钢缓冲托辊
¥2840 -
镜面辊 造纸机沉没辊 兴源 网纹辊 雾面辊
¥2840 -
雾面辊 空心油加热辊 导热油电磁加热辊 兴源
¥2840
机加工相关商机
- 机床零部件加工 数控机床加工 机加工 河北厂家
- 东腾 专业零件加工 零配件加工 优质产品性能优越
- 东腾供应 数控机床加工零件 机床加工件 五金件加工 定做
- 机床加工支持来图定制 机床配件加工 数控机床加工 东腾长期生产供应
- 机加工 机床配件加工 异型件加工 东腾生产厂家
- 保定异型机械加工 自动机床车床加工 数控机床加工件 来图定制五金件
- 机床配件加工 机加工 异型件加工 河北厂家价格合理
- 东腾 机加工 数控机床加工 价格合理 机床加工支持来图定制
- 零件精加工 非标零件 异形零件 东腾来图可定制
- 东腾定制供应 机床配件加工生产厂家 异型件加工 机加工
- 机床加工支持来图定制 机械零件加工 车床加工 型号多样河北厂家
- 东腾机床对外加工 车床精准件加工 车床对外加工精准件
猜你在找
推荐厂家
查看更多
此机加工镀铬辊 定做不锈钢辊筒 不锈钢轴辊 镀铬镜面辊生产厂家产品由衡水兴源机械制造有限公司在2020-11-28T16:08:48更新,主要更新内容为:联系方式,产品参数,产品价格,产品图片,产品详情信息。







