





材质 : |
q235 |
仓库所在城市 : |
河北沧州 |
仓库 : |
华盾 |
质量等级 : |
正品(受理质量异议) |
加工服务 : |
深加工(冲压、折弯等) |
配送服务 : |
可配送到厂 |
货物销售类型 : |
现货 |
用途范围 : |
家用电器,电梯,建筑装饰,日用电器 |
计重方式 : |
过磅 |
产品表面描述 : |
完好 |
API5L螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
API 5L PSL2螺旋钢管具有双轴对称、截面形心和剪心重合等特点。而且圆管和方管截面,截面惯性矩对各轴相同,作为受弯和受压构件的优势 突出。API 5L PSL2螺旋钢管截面闭合,抗扭刚度大、板件局部稳定好,尤其是圆管截面,截面的极轴分布均匀,抵抗扭矩特别有效。
同时API 5L PSL2螺旋钢管相比于普通开口截面形式的型钢而言,圆管和方(矩)形截面具有表面平整、无死角和外表面积小等特点,这样有利于节省防腐和防火涂料,便于除尘。风阻力系数小,应用于暴露在流体(如风、水流)中时有着显著的优点。
螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶, 终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
GB9711螺旋钢管长度测量方法:
1.光栅尺测GB/T9711.2螺旋钢管长,在钢管两端外侧分别设置两个固定长度的光栅尺,利用无杆气缸带动光栅尺靠近钢管两端,利用光的干涉现象实现对钢管长度的测量,可以精准的测量尺寸。
2.摄像机测GB/T9711.2螺旋钢管长,利用图像处理实现钢管长度测量,在钢管输送辊道某一段上安装等距离的一系列光电开关,在另一段上加光源和摄像机。当钢管经过这一区域时,可以根据某一处光电开关通过摄像机摄取图像在屏幕上的位置来确定钢管长度。
3.编码器测GB/T9711.2螺旋钢管长,在油缸处安装编码器,利用油缸推动钢管在辊道上运动,在另一侧安装等距离的一系列光电开关,当钢管被油缸推动管端碰到光电开关时,从记录的编码器读数,换算出油缸的行程,这样可以计算出钢管的长度。
GB9711螺旋钢管主要工艺特点:
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
b. 采用先进的双面埋弧焊的工艺,可在.位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行 的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。
d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由.控制室对生产过程中的技术参数。








为您精选

龙都管道 三油两布防腐钢管 五油三布防腐钢管
龙都供应 涂塑钢管 涂塑复合钢管 涂塑钢管厂
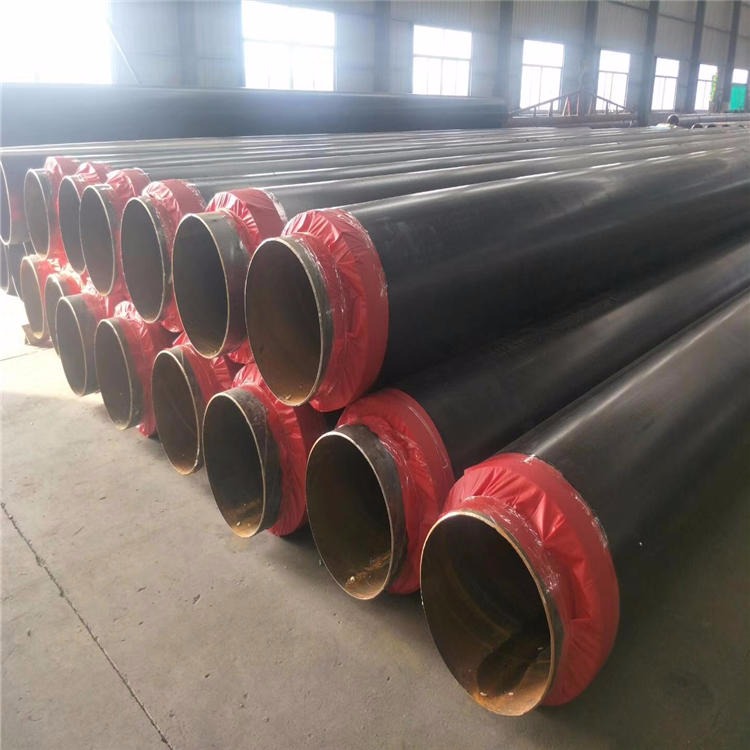
龙都直销 聚氨酯预制直埋保温钢管 高密度聚乙
龙都供应 一布两油防腐钢管 三油两布防腐排
龙都供应 防腐螺旋钢管 直缝防腐钢管 防腐供
龙都直销 预制直埋保温钢管厂家 聚氨酯发泡保
龙都供应 热力供暖 预制直埋聚氨酯发泡保温螺
龙都供应 预制直埋IPN8710防腐钢管 大
龙都专业生产 水电站引水防腐螺旋钢管 自来水
龙都供应 外3PE内熔结环氧粉末防腐钢管 T

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码











