产品特性 : |
厂家直销 |
材质 : |
不锈钢 |
产地 : |
盐山 |
等级 : |
中压 |
抗压强度 : |
1.0Mpa-6.3Mpa |
类型 : |
横向型 |
连接方式 : |
螺丝 |
品牌 : |
申鸿牌 |
特殊功能 : |
弹性好、钢度值低、耐腐蚀、耐高压 |
型号 : |
219 |
直径 : |
DN200 |
执行标准 : |
HG/T20615 |
产品规格 : |
DN200 PN1.6Mpa |
是否跨境货源 : |
否 |
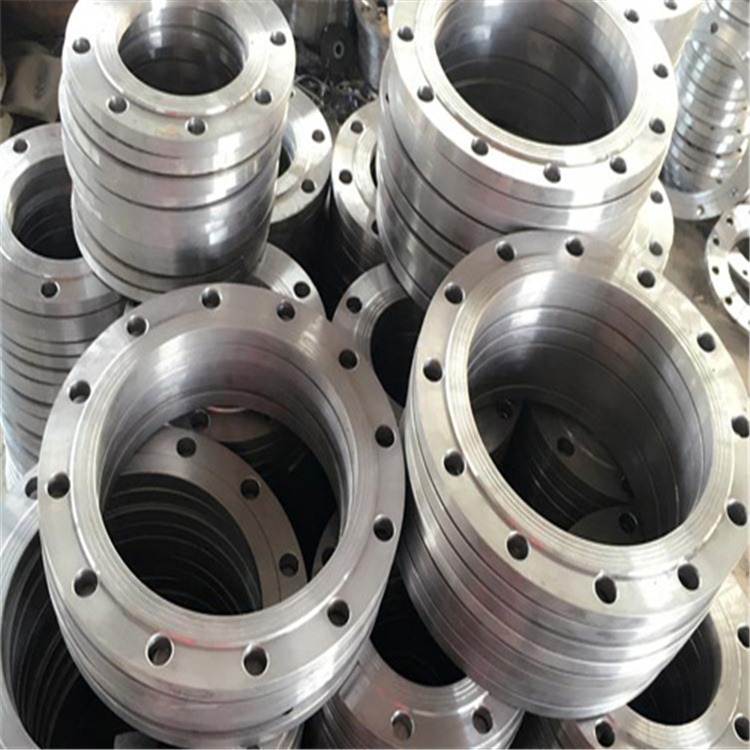
申鸿牌平焊法兰全国配送河北省现货带劲平焊法兰
合金钢(Alloy Steel):ASTM A182 F1, F5a, F9, F11, F12, F22, F91,A182F12,A182F11,16MnR,Cr5Mo,12Cr1MoV,15CrMo,12Cr2Mo1,A335P22,St45.8/Ⅲ,35CrMoV, 45CrMo等
IF钢是超低碳无间隙原子钢的简称,被称为第三代超深冲钢。它采用钛铌等强碳氮化合物形成元素,将超低碳钢中的碳、氮等间隙原子完全固定为碳氮化物,从而得到无间隙原子的洁净铁素体钢。Ti-F钢中TiN主要在连铸过程中形成,尺寸处于0.5m到10m,呈方形或长方形,在热轧及卷取过程中比较稳定。Ti-F钢中TiN的尺寸和分布 终会影响IF钢的塑形及深冲性能。研究Ti-F钢中TiN的析出行为和规律具有重要意义。
又叫法兰凸缘盘或突缘。法兰是管子与管子之间相互连接的零件,用于管端之间的连接,也有用在设备进出口上的法兰,用于两个设备之间的连接,如减速机法兰。法兰连接或法兰接头,是指由法兰,垫片及螺栓三者相互连接作为一组组合密封结构的可拆连接。管道法兰系指管道装置中配管用的法兰,用在设备上系指设备的进出口法兰。法兰上有孔眼,螺栓使两法兰紧连。法兰间用衬垫密封。法兰分螺纹连接(丝扣连接)法兰,焊接法兰和卡夹法兰。法兰(Flange)法兰都是成对使用的如法兰和水泵的连接,就不好把水泵叫"法兰类零件"。比较小型的如阀门等,可以叫"法兰类零件"。
通常,搭接法兰和搭接存根月底一起将装配系统
人工混合矿浮选别离实验在单矿藏浮选实验的基础上,研讨了菱铁矿与赤铁矿人工混合矿的浮选别离特性。实验中将赤铁矿和菱铁矿按1∶1的份额混合,每次取2g混合矿样进行浮选。不同别离计划的比照实验单矿藏浮选实验成果标明,以下3种状况有利于菱铁矿与赤铁矿的别离,因而,以这3种状况作为人工混合矿浮选别离的实验计划进行比照:计划1—以TS为捕收剂、淀粉为按捺剂,在弱酸性至中性介质中按捺赤铁矿、浮游菱铁矿;计划
2:按石化(SH)行业标准分:螺纹法兰(PT),对焊法兰(WN),平焊法兰(SO),承插焊法兰(SW),松套法兰(LJ),法兰盖(不表注)。3:按机械(JB)行业标准分:整体法兰,对焊法兰,板式平焊法兰,对焊环板式松套法兰,平焊环板式松套法兰,翻边环板式松套法兰,法兰盖。
CF3M(316L不锈钢),CN7M(合金钢),M35-1(蒙乃尔)。不锈钢带颈对焊钢制管法兰不锈钢带颈对焊钢制管法兰WCB(碳钢)N7M(哈斯特镍合金B),CW6M(哈斯塔镍合金C),CY40(因科镍合金)等。
管件或器材,先各自固定在一个法兰盘上,两个法兰盘之间,加上法兰垫,用螺栓紧固在一起,完成了连接。有的管件和器材已经自带法兰盘,也是属于法兰连接。法兰连接是管道施工的重要连接方式。 法兰连接使用方便,能够承受较大的压力。 在工业管道中,法兰连接的使用十分广泛。在家庭内,管道直径小,而且是低压,看不见法兰连接。如果在一个锅炉房或者生产现场,到处都是法兰连接的管道和器材。折叠编辑本段连接方式法兰(flange)连接就是把两个管道。
1, 按照连接方式法兰连接种类可分为:板式平焊法兰,带颈平焊法兰,带颈对焊法兰,承插焊法兰,螺纹法兰,法兰盖,带颈对焊环松套法兰,平焊环松套法兰,环槽面法兰及法兰盖,大直径平板法兰,大直径高颈法兰,八字盲板,对焊环松套法兰等。
许多客户所疑问的就是铁板焊接法兰的质量是否胜过锻打焊接法兰。其实铁板焊接法兰的质量和锻打的焊接法兰的质量是一样的,但是铁板焊接法兰到底什么地方不能有保障呢,也就是铁板焊接法兰的材质没有保障了,因为一般的过程之中,铁板焊接法兰的密度是没有问题的,但是在进行生产的过程之中,铁板焊接法兰的毛坯很少进行检测,所以来说,所生产出来以后,不经过检测的铁板焊接法兰的材质不能保证。折叠编辑本段焊接质量作为铁板焊接法兰来说。
滑动法兰盘:滑动法兰具有较低的枢纽,因为管道进入单法兰焊接前
不需破坏周围墙体,减少了维修时间和维修费用。济分析由于沟槽管件连接操作简单,省工省时,因此具有良好的经济效益。许多文章都做过经济分析,认为“采用卡箍连接,虽然卡箍的单个配件价格较高,但整个管网安装的综合效益高于法兰连接”。文章在对比时都将法兰连接按二次镀锌处理(按规范要求这也是必须要做的)。下面笔者将《给水排水》杂志2年第5期“试谈卡箍接头配管系统”一文的对比结果摘录如下,以供读者参考。
折叠编辑本段焊接工艺折叠所需设备手工电焊设备一套,手柄式角磨机一台,电动气锤一把,平面尺一把。折叠焊前准备1:检查调试设备,确保设备正常运转,2.准备φ4.0J402焊条好在300℃-350℃烘干一小时。
焊接过程1:组装把椎体和兰按图纸要求组装在一起,再平均把兰分成8等份。2,焊接由于法兰较厚,坡口较大,因此采用分段对称,多层焊接。折叠焊缝质量要求焊缝强度至少达到母材强度。焊缝表面平整光滑,无烧穿,气孔,焊漏,夹渣,咬边,未焊满等缺陷。余高小于2mm。
为您精选

广晟销售 法兰盲板 碳钢法兰盲板 八字盲板厂
广晟 碳钢法兰 不锈钢法兰 合金法兰 对焊法
法兰片 对焊法兰 304不锈钢法兰 大口径法
北硕批发销售DN50平焊丝扣碳钢法兰片 国标
大口径法兰厂家 生产大口径法兰厂家 大型法兰
厂家生产直销DN50平焊丝扣碳钢法兰片 国标
风电法兰 偏航制动盘 风轮锁盘
广晟厂家供应 带径平焊法兰 WN对焊法兰
含税包邮 锻制钢制法兰盖 不锈钢304法兰盖
天德元松套环法兰厂家 批发炼油设备法兰 塔筒

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码