












相关产品推荐
-
 ¥68000.00
SJ-80型PET聚酯纤维塑钢打包带机组 兴远塑机 一出二PP塑
¥68000.00
SJ-80型PET聚酯纤维塑钢打包带机组 兴远塑机 一出二PP塑
-
¥65000.00
SP-80型PET塑料瓶破碎清洗生产线 矿泉水瓶破碎机 塑料粉碎
-
¥39800.00
SJ75型PE塑料管挤出机 SJ-65/33PE塑料制管机 塑料
-
¥39800.00
65型PVC胶条机 门窗密封条设备 防盗门窗密封条机 免费提共配
-
¥29800.00
SJ65/30PE塑料黑管生产线 聚乙烯白管管材生产线 塑料拉管

品牌 : |
兴远 |
型号 : |
180 |
适用原料 : |
PE,PP,PS,TPR,pet,PVC,EVA,ABS,钙母,钙母料,电线料,碳黑母料 |
螺杆数 : |
单螺杆 |
售后服务 : |
质保一年 |
产品别名 : |
塑料挤出机 |
产品用途 : |
回收废塑料提升其价值 |
生产能力 : |
300 |
旋转刀数 : |
6 |
固定刀数量 : |
3 |
回旋直径 : |
500 |
进料口直径 : |
120 |
滤筛板孔径 : |
5 |
切刀转速 : |
900 |
机器中心高 : |
1500 |
电动机功率 : |
30 |
加热功率 : |
80 |
螺杆长度 : |
18000 |
螺杆直径 : |
135 |
外形尺寸 : |
25000 |
重量 : |
500 |
锅体容积 : |
80 |
是否跨境货源 : |
否 |


塑料加工业是一项综合性很强的技术型产业。它涉及到高分子化学,高分子物理,界面理论,塑料机械,塑料加工模具,配方设计原理及工艺控制等方面。挤出理论主要研究塑料在挤出机内的运动情况与变化规律。挤出机中塑料料在一定外力作用下,于不同温度范围内出现的高聚物的三种物理状态,与螺杆结构,塑料性能,加工条件之间的关系。从而进行合理工艺控制。以达到提高塑料料料料制品产量与质量的目的。塑料高分子材料,在恒定的压力下受热时,于不同温度范围内,出现玻璃态,高弹态,粘流态三种物理状态。一般塑料的成型温度在粘流温度以上挤出成型工艺的控制参数包括成型温度,挤出机工作压力,螺杆转速,挤出速度和牵引速度,加料速度,冷却定型等。

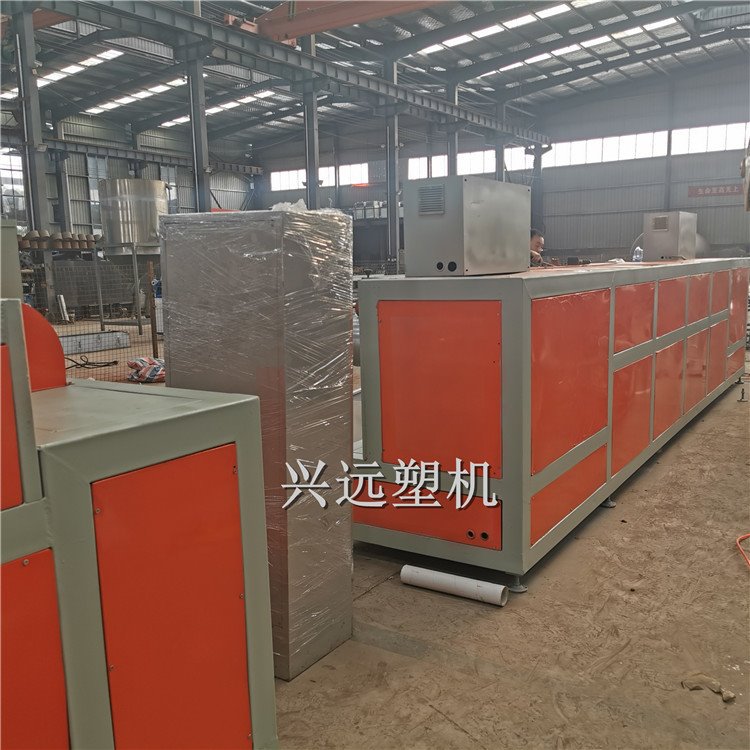
塑料造粒机
用途:
塑料造粒机用于各种塑料造颗粒使用,主要可供ABS PP PS PP-R PET ABS+PC POM等塑料造粒。
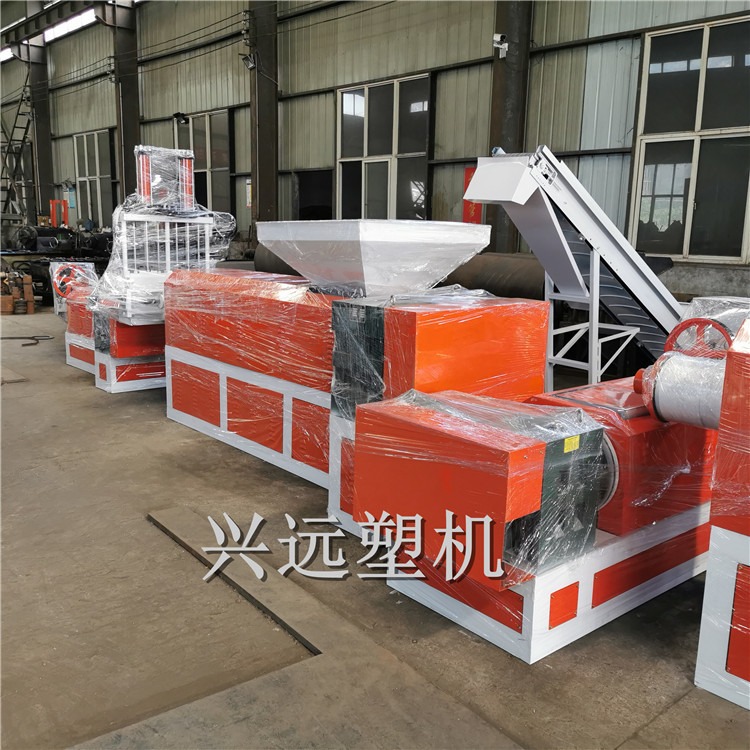
特点:
1:螺杆精心研发设计,整机及各零部件配备合理,线路均采用三火一零加热。
2:螺杆针对料子特性而设计,产量高,做出的料子光泽性好颗粒饱满,整机配置加大,增加设备使用寿命,外观合理化设计,有独特的美感。3:该设备合理的设计增加生产量,做出的产品价值更大,减少工人维修时间,降低维修成本。4:造粒机具有高产量低能耗的特点,配备大扭矩减速箱及电动机,本机螺杆经过特殊设计,具有无死角不卡铁效果,有效提高了产能,增加塑料塑化效果,设有单排气、双排气结构,干料、潮料、水洗料均能充分排水排气,使颗粒结实饱满光泽度强。5:高质量的电气与驱动设备,使机器设备在使用中更加可靠。


采用特殊的螺杆设计及不同配置,适用于生产PP、PE、PS、ABS、PA、PVC、PC、POM、EVA、LCP、PET、PMMA等多种塑胶的再生及混色造粒。减速箱采用高扭矩的设计,实现了无噪音运转平稳等性能。螺杆,料筒经特殊的硬化处理,具有耐磨,混炼性能好,高产量的特性,真空排气或普通排气口的设计,能在生产过程中将水分,废 走,使出料更稳定,胶粒更结实,保证了产品优良品质。
塑料造粒机主要用于加工废旧塑料薄膜(工业包装膜、农业地膜、大棚膜、啤酒包、手提袋等)、编织袋、农用方便袋、盆、桶、饮料瓶、家具、日常用品等,适用于大部分常见的废旧塑料,是废旧塑料再生行业用途广,使用广泛,受用户欢迎的塑料再生加工机械。


塑料造粒机的上可分为两个部分:一个是动力部分,一个是加热部分。 动力部分:大多采用变频器,方式是通过节约电机的余耗能,例如电机的实际功率是50Hz,而你在生产中实际上只需要30Hz就足够生产了,那些多余的能耗就白白浪费了,变频器就是改变电机的功率输出达到的效果。 加热部分:加热部分大多是采用电磁加热器,率约是老式电阻圈的30%-70%。 1.相比电阻加热,电磁加热器多了一层保温层,热能利用率增加。 2.相比电阻加热,电磁加热器直接作用于料管加热,减少了热传递热能损耗。 3.相比电阻加热,电磁加热器的加热速度要快四分之一以上,减少了加热时间。 4.相比电阻加热,电磁加热器的加热速度快,生产效率就提高了,让电机处在饱和状态,使其减少了,高功率低需求造成的电能损耗。 以上四点就是电磁加热器,为什么能在塑料造粒机上高达30%-70%的原因。


塑料造粒机组的辅机主要包括放线装置、校直装置、预热装置、冷却装置、牵引装置、计米器、火花试验机、收线装置。挤出机组的用途不同其选配用的辅助设备也不尽相同。如还有切断器、吹干器、印字装置等。
校直装置:塑料挤出废品类型中常见的一种是偏心,而线芯各种型式的弯曲则是产生绝缘偏心的重要原因之一。在护套挤出中,护套表面的刮伤也往往是由缆芯的弯曲造成的。因此,各种挤塑机组中的校直装置是必不可少。校直装置的主要型式有:滚筒式(分为水平式和垂直式);滑轮式(分为单滑轮和滑轮组);绞轮式,兼起拖动、校直、稳定张力等多种作用;压轮式(分为水平式和垂直式)等。


塑料造粒机的主机是挤塑机,它由挤压系统、传动系统和加热冷却系统组成。大力发展生资源,变废为宝。
1、挤压系统挤压系统包括料斗、机头,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被螺杆连续的挤出机头。
⑴螺杆:是挤塑机的主要部件,它直接关系到挤塑机的应用范围和生产率,由高强度耐腐蚀的合金钢制成。
⑵机筒:是一金属圆筒,一般用耐热、耐压强度较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的复合钢管制成。机筒与螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料。一般机筒的长度为其直径的15~30倍,以使塑料得到充分加热和充分塑化为原则。
⑶料斗:料斗底部装有截断装置,以便调整和切断料流,料斗的侧面装有视孔和标定计量装置。
⑷机头和模具:机头由合金钢内套和碳素钢外套构成,机头内装有成型模具。机头的作用是将旋转运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以要的成型压力。塑料在机筒内塑化压实,经多孔滤板沿yi定的流道通过机头脖颈流入机头成型模具,模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在芯线的周围形成连续密实的管状包覆层。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置有分流套筒,为消除塑料挤出时压力波动,也有设置均压环的。机头上还装有模具校正和调整的装置,便于调整和校正模芯和模套的同心度。







- 河南省兴远机械设备有限公司
- 宁经理 销售部
- 13523512099
- 河南省郑州市荥阳市上街区汜水镇
为您精选
-
聚苯乙烯泡沫粉碎机 PS聚苯乙烯泡沫造粒机组
¥8500 -
SP-120型PET塑料瓶破碎清洗线 矿泉水
¥75000 -
SJ-80型PP塑料打包带机组 PET塑钢打
¥98000 -
兴远塑机 供应180型废旧塑料造粒机 塑料薄
¥77500 -
兴远塑机 65塑料管材挤出机 SJ65PE塑
¥39000
-
废旧塑料回收造粒设备 小型PVC ABS塑料
¥35000 -
兴远塑机 75型PP塑料打包带机组 聚丙烯塑
¥68000 -
兴远塑机 SJ-90型PE塑料制管机 75型
¥59800 -
兴远塑机 220型全自动泡沫造粒机 泡沫造粒
¥23800 -
80型PET矿泉水瓶塑料破碎清洗甩干机组
¥75800







