品牌 : |
鄂王 |
型号 : |
1Cr13 |
焊丝直径 : |
1.2-1.6mm |
类型 : |
药芯 |
材质 : |
不锈钢 |
牌号 : |
1Cr13 |
产地 : |
河北 |
助焊剂含量 : |
0 |
加工定制 : |
否 |
熔点 : |
详见说明 |
长度 : |
盘丝 |
重量 : |
15Kg |
用途 : |
1Cr13 |
工作温度 : |
正常 |
焊接电流 : |
220 |
是否含助焊剂 : |
否 |
适用范围 : |
压力容器 化工 交通运输等 |




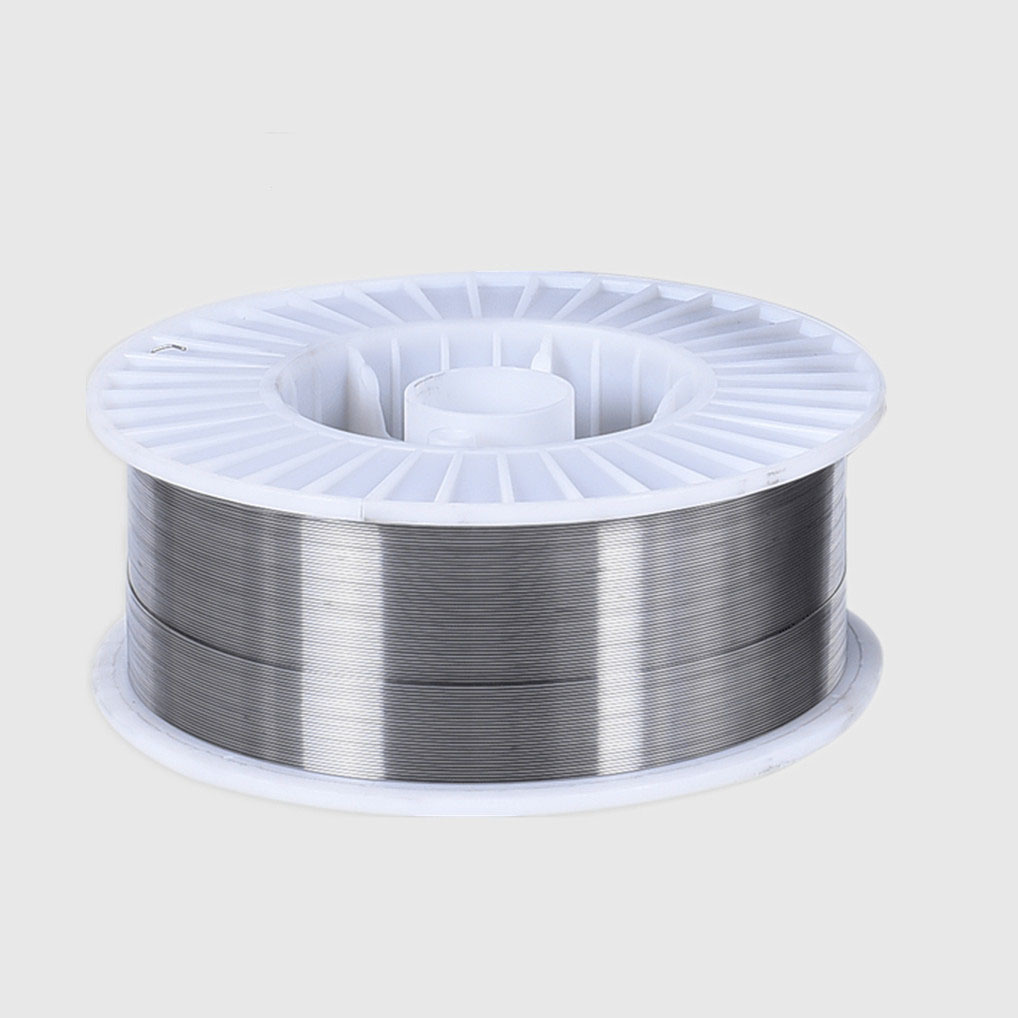
1Cr13不锈钢药芯气保焊丝说明:1Cr13是13%Cr的CO2气体保护马氏体不锈钢药芯焊丝。相当GB/T 17853——1999标准的焊丝、,采用先进的生产工艺,严格把控原材料的供应、加工生产、成品检验、售后服务的每个细节。公司生产的1Cr13不锈钢药芯气保焊丝可进行全位置焊接,焊接工艺性能良好、电弧稳定、飞溅少、焊缝成形美观。并获得非凡的工艺性能和物理性能。
1Cr13不锈钢药芯气保焊丝用途:适用于水电站以及阀门等耐磨、耐蚀场合,如12Cr13(SUS 410)等的焊接。产品广泛用于海洋石油、天然气、压力容器、化工、 、交通运输、矿山、水利等机械行业。
1Cr13不锈钢药芯气保焊丝熔敷金属化学成分(质量分数) (%)
C | Cr | Ni | Mo | Mn | Si | S | P | Cu |
≤0.12 | 11.0~13.5 | ≤0.6 | ≤0.5 | ≤1.2 | ≤1.0 | ≤0.03 | ≤0.04 | ≤0.5 |
1Cr13不锈钢药芯气保焊丝熔敷金属力学性能
Rm/MPa | ≥520 |
A(%) | ≥20 |
1Cr13不锈钢药芯气保焊丝参考电流
焊丝直径/mm | 1.2 | 1.6 |
焊接电流/A | 120~250 | 160~300 |
1Cr13不锈钢药芯气保焊丝注意事项:
1、采用直流反接;
2、焊接时,CO2气体流量宜为20~25L/min;
3、焊丝的干伸长度宜控制在15~25mm范围内;
4、道间温度控制在200~320℃之间;
5、焊前必须对焊件清除铁锈、油污、水分等杂质。













为您精选

斯米克铝及铝合金焊丝ER5356 ER51
美国赫伯特FabCO 91K2-C E91
供应 美国赫伯特MaxalMig ER555
台湾广泰KMS-22 ERNICRMO-1
台湾广泰药芯焊丝 KFW-317L E31
广泰不锈钢焊丝 KW-410 ER410不锈
台湾广泰TG-80 ER80S-G ER
台湾广泰焊材KFW-307 E307T1-1
金桥不锈钢气保焊丝JQ-MG2209 不锈钢
天津金桥不锈钢焊丝ER310-2.0mmTI

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码