





材质 : |
Q235B |
仓库所在城市 : |
沧州 |
仓库 : |
储运库 |
质量等级 : |
正品(受理质量异议) |
加工服务 : |
深加工(冲压、折弯等),粗加工(开平、分条等) |
配送服务 : |
可配送到厂 |
货物销售类型 : |
现货 |
用途范围 : |
金属制品 |
计重方式 : |
理计 |
产品表面描述 : |
可做防腐 |
随着我国综合国力的增强及对能源需求的日益增加,油气输送用管正朝着高强度、大直径、大壁厚的方向发展。虽然我国油气输送用螺旋焊管在焊缝外观质量、内在质量等方面有了较大幅度提高,但现有工艺状况、设备能力已不能满足高压、富气集输等更高的要求。因此,需进一步完善工艺,提高设备性能,合理配置设备,开发高性能焊接材料及专有技术。同时,采用先进的预精焊和扩径技术,克服螺旋焊管传统工艺固有的缺陷,以提高产品质量和生产效率。
目前,在螺旋埋弧焊管生产中,对大直径钢管普遍采用内、外双丝焊,并采用激光自动跟踪和手动跟踪相结合的方式确保焊缝质量。通过合理的焊材及焊接参数匹配,焊接质量从力学性能到外观均有了大幅度提高。但由于螺旋埋弧焊管是在线焊接,焊接工艺受成型机组的影响往往不能调节到状态,焊缝还存在与母材过渡不圆滑、马鞍形、余高过高等外观质量问题,这对焊接接头的承载能力有较大影响,也是国产螺旋埋弧焊管需要努力改进的方面之一。
国内管线钢管生产中均对焊缝、母材进行无损检测。钢管水压后需对焊缝进行超声波探伤,母材要求卷板端部及卷板边缘25mm范围内在线自动超声波检测,卷板中部或管体至少25%在线自动超声波检测。对焊缝进行增寸线工业电视和管端200mm拍片或抓图检测。焊缝自动超声波探伤由6个完成,按“K”,形工艺布置,其中一对检测纵向缺陷,沿焊缝对称垂直分布,根据不同的厚度直径比,的入射角度可在40°~75°进行调整;另一对检测横向缺陷,在平行于焊管轴线方向上,两个以45°入射角沿相反的方向入射到焊缝;另一对直用于检测焊缝两侧50mm内分层缺陷。
为您精选

龙都管道 三油两布防腐钢管 五油三布防腐钢管
龙都供应 涂塑钢管 涂塑复合钢管 涂塑钢管厂
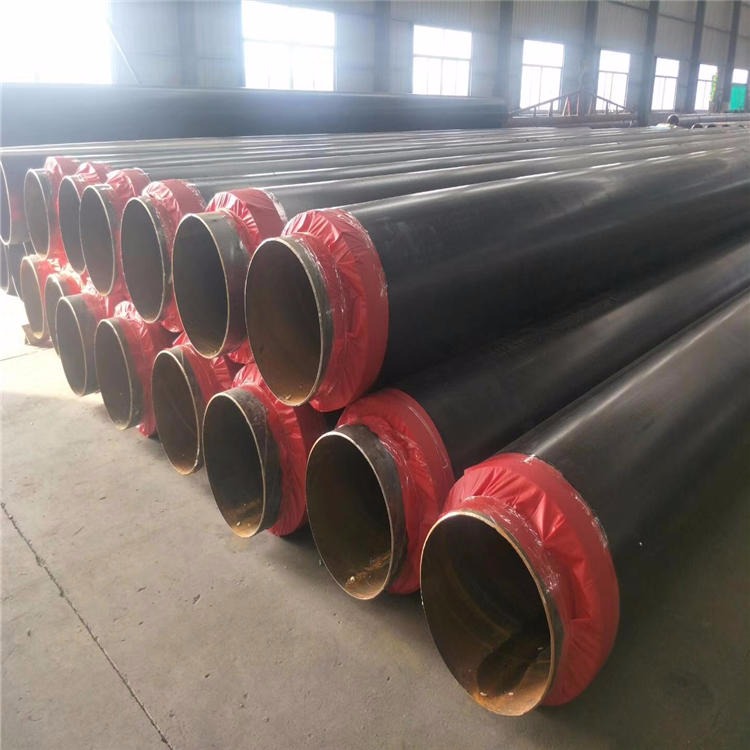
龙都直销 聚氨酯预制直埋保温钢管 高密度聚乙
龙都供应 一布两油防腐钢管 三油两布防腐排
龙都供应 防腐螺旋钢管 直缝防腐钢管 防腐供
龙都直销 预制直埋保温钢管厂家 聚氨酯发泡保
龙都供应 热力供暖 预制直埋聚氨酯发泡保温螺
龙都供应 预制直埋IPN8710防腐钢管 大
龙都专业生产 水电站引水防腐螺旋钢管 自来水
龙都供应 外3PE内熔结环氧粉末防腐钢管 T

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码
















