品牌 : |
森泰 |
型号 : |
d707 |
焊丝直径 : |
1.2 |
类型 : |
多款供选 |
材质 : |
耐磨 |
牌号 : |
D507 |
产地 : |
山东 |
助焊剂含量 : |
是 |
加工定制 : |
是 |
熔点 : |
70 |
长度 : |
400mm |
重量 : |
多种供选 |
用途 : |
详情 |
工作温度 : |
常温 |
焊接电流 : |
80 |
是否含助焊剂 : |
否 |
适用范围 : |
广泛堆焊 |
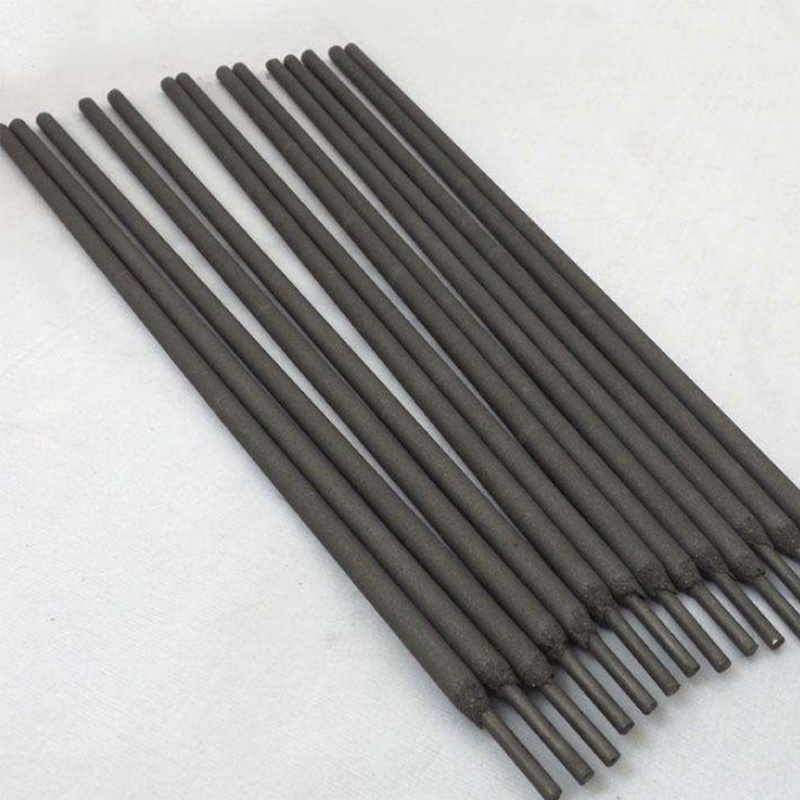
焊条
焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条的材料通常跟工件的材料相同。
焊条是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。根据标准“焊接用钢丝”(GB 1300-77)的规定分类的,用于焊接的专用钢丝可分为碳素结构钢、合金结构钢、不锈钢三类。
焊条(coveredelectrode),是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊条由焊芯及药皮两部分构成。其种类不同,焊芯也不同。焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少。焊接碳钢及低合金钢的焊芯, 一般都选用低碳钢作为焊芯,并添加锰、硅、铬、镍等成分(详见焊丝标准G1300一77)。采用低碳的原因一方面是含碳量低时钢丝塑性好,焊丝拉拔比较容易,另一方面可降低还原性气体CO含量,减少飞溅或气孔,并可增高焊缝金属凝固时的温度,对仰焊有利。加入其他合金元素主要为保证焊缝的综合机械性能,同时对焊接工艺性能及去除杂质,也有一定作用。
为您精选

低温焊丝厂家直销郑州船王牌SAL4047铝硅
6061铝型材应选择5356焊丝、4043铝
台湾广泰KTS-310 ER310不锈钢氩弧
供应美国赫伯特E71T8-Ni1J管道焊丝8
金桥不锈钢药芯焊丝JQ-310S 耐高温药芯
金桥不锈钢药芯焊丝JQ-316L 不锈钢药芯
斯米克铝焊丝S311/ER4043 气保焊
美国阿克泰克AlcoTec纯铝焊丝ER107
金桥不锈钢气保焊丝ER308 实芯焊丝 JQ
斯米克银焊条 2% 5% 15% 银焊丝 2

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码