











mpp电力管 电力保护套管 电缆保护管 mpp电力波纹管 按需定制 畅通塑胶
PE管产品畅通mpp电力管,欢迎选购!
价格 |
¥19
|
¥18
|
¥17
|
起订量 |
10-99米
|
100-999米
|
≥1000米
|
110 |
¥19.00/米 | 1000000米可售 |
160 |
¥19.00/米 | 1000000米可售 |
167 |
¥19.00/米 | 1000000米可售 |
200 |
¥19.00/米 | 1000000米可售 |
250 |
¥19.00/米 | 1000000米可售 |
50 |
¥19.00/米 | 1000000米可售 |
70 |
¥19.00/米 | 1000000米可售 |
90 |
¥19.00/米 | 1000000米可售 |



相关产品推荐
-
 ¥17.00
mpp电力管 电力管 电缆保护管 mpp电力波纹管
¥17.00
mpp电力管 电力管 电缆保护管 mpp电力波纹管
-
¥2.00
110 160 200 灌溉管穿线管PE管 量大
-
¥2.00
HDPE给水管 110 160 200 灌溉管穿线
-
¥3.00
梅花管 穿线梅花管 及时发货 畅通塑业
-
¥3.00
梅花管 穿线梅花管 及时发货 畅通塑业

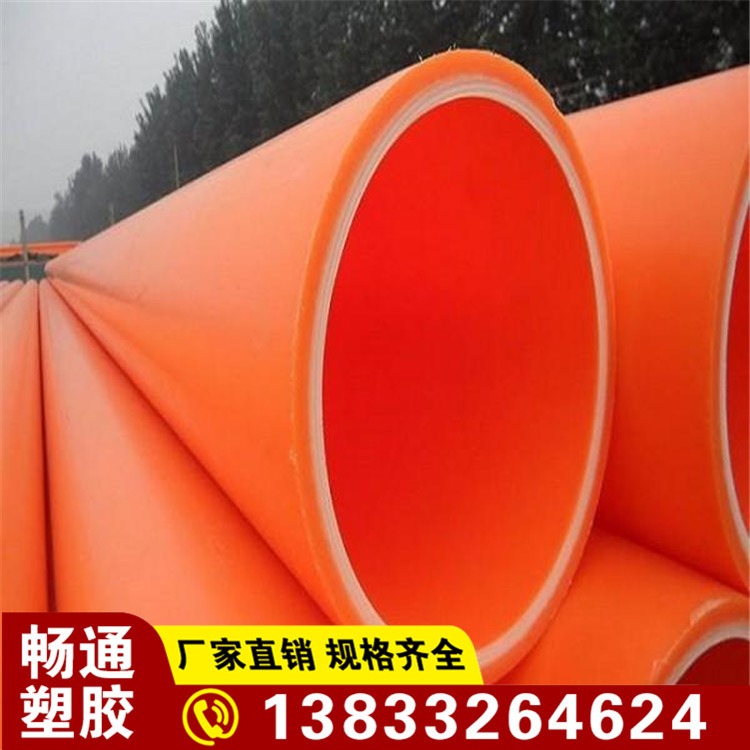
MPP电力管焊接流程
MPP电力管的作用是对高压电力电缆的保护,对高压输电、稳定非常重要,所MPP电力管的安装焊接不可马虎,要严格按步骤进行。下面详细讲下MPP电力管焊接的流程:
一、MPP电力管焊接前的准备
1、检查焊机的电源,液压油,加热板等是否满足焊接要求。
2、对铣刀和油泵开关等进行空车试运行。
3、将与管材规格一致的卡瓦装入机架。
4、设定加热板温度至焊接温度,一般的焊接温度在225℃,气温较低时,可适当提高5-10℃。在加热前,应用干净的软纸或布蘸酒精擦拭加热板表面,清洁其油污,杂物等,但应注意不要划伤PTFE(聚四氟乙烯)防粘层。
二、管材焊接
1、清理管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。
2、取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。
3、测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。
4、当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且小卷边达到规定高度。
5、将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。
6、吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短,不能超过规定值。且合拢时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在 次焊接时,当对接完成后,应立即将其外层翻边去掉观察两对接端面之间熔融物料的多少。应保证两端面间有足够的熔融物料。如熔融物料过多,则适当增加合拢压力。反之,则适当减小合拢压力。知道确定较佳压力为止。以确保焊接质量。
7、将压力上升至规定值,保压冷却5分钟。自然冷却到常温后,卸压,松开卡瓦,取出管材,焊接完成。
- 雄县畅通塑料制品有限公司
- 李敏 销售部
- 13833264624
- 河北省保定市暂岗镇工业园区
为您精选
-
PVC通讯管 PVC农田灌溉管
¥9 -
PVC通讯管 PVC农田灌溉管
¥9 -
硅芯管 通信监控穿线管光缆电缆保护套管
¥3 -
cpvc电力管 电力电缆保护管
¥7 -
cpvc电力管 电力电缆保护管 及时
¥7
-
PVC电缆电力电线保护套管 PVC双壁波纹
¥10 -
PVC电缆电力电线保护套管 PVC双壁波纹
¥10 -
格栅管 电线电缆套管 品质保证
¥16 -
格栅管 电线电缆套管 货源充足 规
¥16 -
钢丝网骨架聚乙烯塑料复合管 钢丝网骨架
¥3
- 无限回购吉林润硕厂家供货 润硕pe给水管 品质优选良心价
- 睢宁庆安经济开发区润硕牌国标全新料PE大口径给水管支持定做
- 赋源牌pvc煤矿用管dn20mm-800mm
- 聚乙烯HDPE钢丝网骨架管抗压强排污排水管材工厂排污处理管润硕热销
- 苏州威文管道新逸牌DN:50-200增强玻纤聚丙烯FRPP法兰柔性承插连接静音排水管
- 润硕高生产进口原料打造专业PE燃气管大口径DN200市政供给燃气
- 润硕自营聚乙烯pe燃气管dn188供应埋地燃气尺寸定制
- 赋源定制聚氯乙烯注浆管dn20mm-800mm
- 赋源定制胶管dn20mm-800mm
- 厂家直销胶管dn20mm-800mm
- 厂家直销聚乙烯dn20mm-800mm
- 赋源定制聚乙烯聚能管dn20mm-630mm







