相关产品推荐
 ¥30000
20T四柱液压机 30T电机轴承压入机/转子压入机
¥27500
20T小型四柱液压机--四柱快速液压切边机--压铸机周边设备油压
¥28000
压铸件水口冲切机 杭州铝制品冲边机 油压切边机报价
¥45000
零部件翻边数控油压机 上海伺服驱动液压机
¥30000
供应小型数字压装机 单柱数控压装机 曲线显示精密伺服液压机
¥30000
20T四柱液压机 30T电机轴承压入机/转子压入机
¥27500
20T小型四柱液压机--四柱快速液压切边机--压铸机周边设备油压
¥28000
压铸件水口冲切机 杭州铝制品冲边机 油压切边机报价
¥45000
零部件翻边数控油压机 上海伺服驱动液压机
¥30000
供应小型数字压装机 单柱数控压装机 曲线显示精密伺服液压机
品牌 : |
诚昌 |
型号 : |
钢管缩管机 |
加工定制 : |
是 |
额定排量 : |
10 |
额定压力 : |
31.5Mpa |
油箱容量 : |
70L |
重量 : |
235KG |
柱数 : |
单柱 |
产地 : |
河北 |
产品名称 : |
钢管缩管机 |
布局形式 : |
台式 |
用途 : |
圆管缩管用,缩钢管,各种卡头 |
别名 : |
电动液压缩管机 |
电动机功率 : |
5.5(kw) |
产品特性 : |
数控 |
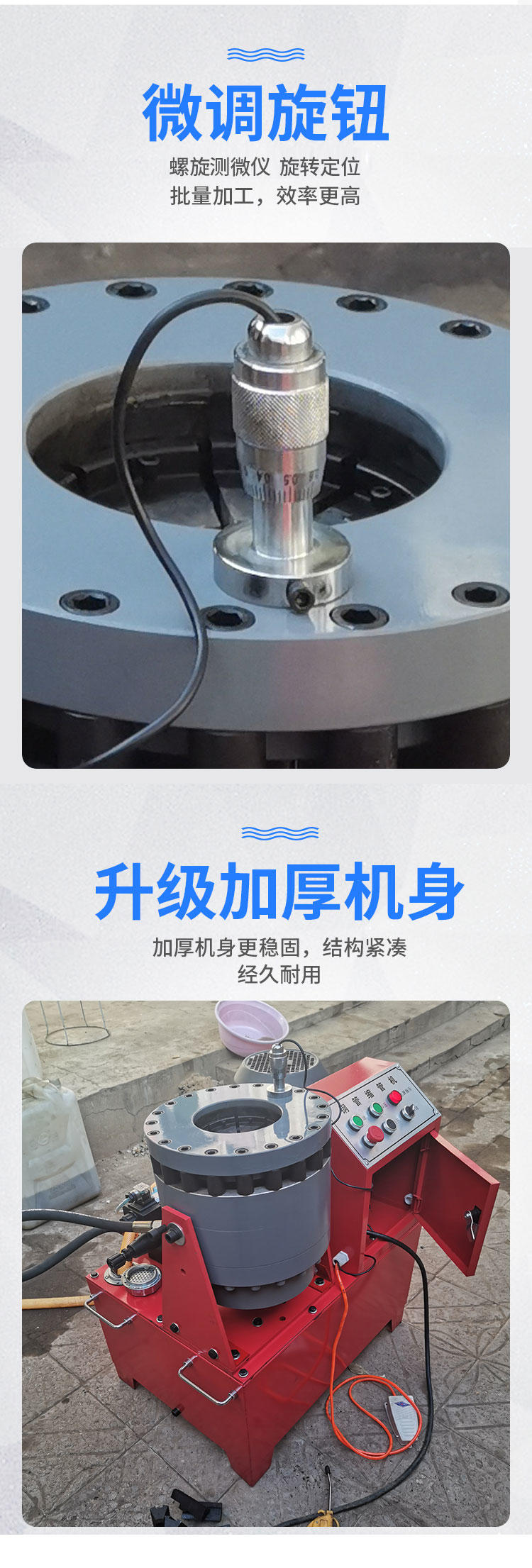
钢管缩管机安装调试
1. 搬运:机器宜采用叉车搬运。
2. 安装:机器需水平固定于稳固的地基上,并作接地处理。
3. 注油:打开机箱后侧盖,在油箱中加入60升46号抗磨液压油。
4. 接电:将电源线接在机器规定的电源上,点动电机观察旋向,电机旋向应与电机上标签箭头方向一致,或者在接好线后打开电源开关,如果机器动作,模具张口增加则电机旋向正确 ,如果机器无动作,则需要将三根火线当中的任意两根对调即可。
5. 压力调整:机器系统压力为31.5MPa,靠溢流阀调整。顺时针调整压力增大,逆时针调整压力减小。
钢管缩管机注意事项:
1、钢管缩管机原理:通过机械传动,带动钢管旋转,并在钢管的一端用火焰加热,当达到一定温度时,用成型模对加热的钢管头部进行赶制,直至达到所要求的形状为止。
2、钢管缩管机构造:用槽钢焊一个地盘,动力端装有电机、减速机、卡头(卡管子用,可用车床卡盘代替)。另一端安装支撑座(可打开的),支撑座上外端固定一个加热环(8-10个喷嘴,用气焊靠抢嘴焊在一个铜管环上)。*外边是一个活动的支架,上面安装一个合金模具。
3、钢管缩管机使用方法:将管子固定在缩管机上,打开加热器(环)。待温度达到后,推动合金模具,管头形状即达到要求。整个过程约15分钟。
为您精选
杭州铝制品压铸件切边机 10T-100T油
齿轮衬套伺服压力机 汽车零部件伺服压装机
宁波快速四柱液压机 批量生产油压切边机--
供应 马达线圈压装机,电机转子轴承压装机,转
100T四柱油压机 薄膜开关裁切机 拉伸
供应80T四柱拉伸液压机 中小型四柱液压机
精密20T数字压装机 10吨衬套压装数控油
精密伺服压机 电子伺服压床 伺服压力机
小型精密四柱油压机 铝制品压铸件冲边机
铝镁制品冲边机 压铸件切边机厂家 温州

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码