结构管产品大口径埋弧焊直缝钢管,欢迎选购!
价格 |
¥3600
|
¥3400
|
|
起订量 |
10000-19999吨
|
≥20000吨
|
16*0.5 |
¥3600.00/吨 | 3000吨可售 |
38*1 |
¥3600.00/吨 | 3000吨可售 |
42*12 |
¥3600.00/吨 | 3000吨可售 |
51*2.5 |
¥3600.00/吨 | 3000吨可售 |
60*3 |
¥3600.00/吨 | 3000吨可售 |
63*3 |
¥3600.00/吨 | 3000吨可售 |
68*3 |
¥3600.00/吨 | 3000吨可售 |
70*3 |
¥3600.00/吨 | 3000吨可售 |
76*3 |
¥3600.00/吨 | 3000吨可售 |
80*3.5 |
¥3600.00/吨 | 3000吨可售 |
相关产品推荐
材质 : |
Q345B |
仓库所在城市 : |
上海 |
仓库 : |
五金库 |
质量等级 : |
正品(受理质量异议) |
加工服务 : |
定制样品 |
配送服务 : |
可配送到厂 |
货物销售类型 : |
现货 |
用途范围 : |
机械制造,建筑装饰,化工设备,食用机械,结构制管 |
产品表面描述 : |
来电可定制 |
计重方式 : |
过磅 |
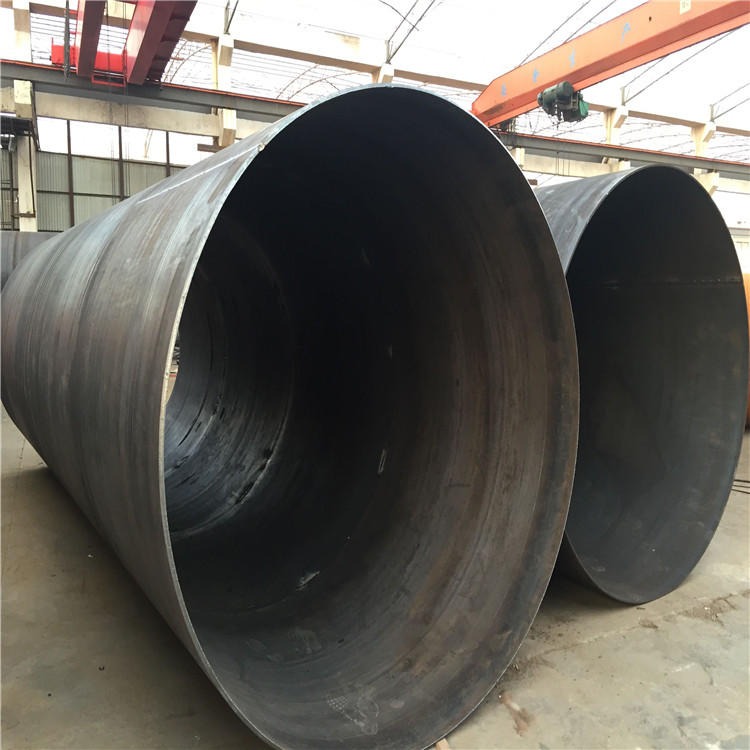
大口径埋弧焊直缝钢管常用材质有Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb.
大口径直缝钢管一般是指外径500mm以上的直缝钢管,目前双焊缝 口径可达到2020mm,单焊缝 口径可达1220mm。大口径直缝钢管国内一般采用GB/T3091-2008、GB/T9711.1-1997、API 5L标准 。大口径直缝钢管主要以双面埋弧焊生产工艺为主,产品经折弯、合缝、内焊、外焊、矫直、平头等多道工序,达到相关标准要求。
大口径直缝钢管主要以双面埋弧焊生产工艺为主,产品经折弯、合缝、内焊、外焊、矫直、平头等多道工序,达到相关标准要求。

大口径直缝钢管是大型管道工程、输水输气工程、城市管网建设的 选择,国家西气东输使用该类型钢管达20万吨,市场前景广阔。
直缝钢管常用材质有Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb.
直缝钢管主要以双面埋弧焊生产工艺为主,产品经折弯、合缝、内焊、外焊、矫直、平头等多道工序,达到相关标准要求。
沧州天翔成管道装备有限公司坐落于中国管道装备基地---河北盐山县,拥有先进的直缝生产线2条。螺旋双面埋弧焊生产线4条。经营各种直缝焊管、螺旋焊管、无缝钢管、石油套管、锅炉钢管、化工钢管,并配备高标准化验室
现有四条螺旋埋弧焊管生产线,生产工艺装备、检测装备先进、齐全,可采用SY/T5037-2000、GB/T9711.1-1997标准和API SPEC 5L标准生产ф219-ф3500mm,Q235B、X42-X70钢级不同壁厚的螺旋埋弧焊钢管,也可根据客户需要生产非标准型号的钢管。本公司产品已经获得中国知名 品牌和中国 名优品牌证书,广泛应用于 、石油、化工、电力、热力、水源、打桩、桥墩、支柱等长距离输送管线。
本公司以质量立厂、全面推行质量管理,2000年取得了ISO9001:2000版质量管理体系认证。多年来,公司把客户放在 位,诚信服务,产品深得顾客信赖。并连续被国家部委,省,市 和部门授予“省先进企事业单位”、“ 企业”、“AAA级信用企业”、“全国百家重合同守信用企业”、“全国质量服务诚信示范单位”、“全国行业质量示范企业”等荣誉。

大口径直缝钢管是大型管道工程、输水输气工程、城市管网建设的 选择,国家西气东输使用该类型钢管达20万吨,市场前景广阔。
重量公式
[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
质量检验
根据GB/T3091-2008《低压流体输送用焊接钢管》标准的规定,钢管的内外表面应光滑,不允许有折叠、裂缝、分层、搭焊、断弧、烧穿及其他深度超过壁厚下偏差的允许有深度不超过壁厚下偏差的其他局部缺陷存在。
钢管应做机械性能试验、拉伸试验、弯曲试验、压扁试验、导向弯曲试验以及液压试验,并要达到标准规定的要求。钢管应能承受一定的内压力, 试验压力为5.05Mpa,保持时间不小于5S,实验过程中,钢管不出现渗漏现象。电阻焊钢管允许用超声波探伤检验或涡流探伤检验代替液压试验。埋弧焊钢管允许有超声波探伤检验或射线探伤检验代替液压试验。
其中按照用途不同,又不同的后道生产工序,.(大致可分为脚手架管,流体管,电线套管,支架管,护栏管等几种)介绍常见的高频直缝钢管和埋弧焊直缝钢管的成型工艺及生产工艺流程:1.板探:用来制造大口径埋弧焊直缝
钢结构直缝钢管按生产工艺可分为高频直缝钢管和埋弧焊直缝钢管。埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等。厚壁直缝钢管,把钢管外径和壁厚之比小于20的钢管称为厚壁直缝钢管。主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴承管以及汽车、拖拉机、用高精度结构管等。
厚壁直缝钢管和薄壁直缝钢管的区别在于钢管壁的厚度,一般认为,壁厚/管径等于0.02是厚壁直缝钢管和薄壁直缝钢管分水岭,壁厚/管径小于0.02的是薄壁钢管,大于的是厚壁直缝钢管,在用途上来说,薄壁钢管多用于管道上。

大口径直缝焊管主要生产流程说明:
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 后形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊( 多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
8.超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行 的检查;
9.X射线检查Ⅰ:对内外焊缝进行 的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10.扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。
为您精选

河北大口径聚氨酯保温管 质量可靠 欢迎来电洽
江苏天德元供应涂塑复合钢管 给水涂塑钢管 消
河北天德元输水工程用涂塑复合钢管 市政管廊工
沧州天德元热销给水内外涂塑钢管 电缆涂塑套管
山西天德元输水工程用涂塑复合钢管 市政管廊工
确山天德元厂家定制 内涂塑钢管 外涂塑钢管
天津天德元3PE防腐钢管 环氧粉末防腐钢管
北京天德元大口径供水涂塑钢管 市政工程用涂塑
湖南天德元输水工程用涂塑复合钢管 市政管廊工
湖北天德元矿用涂塑钢管 环氧树脂涂塑钢管

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码