品牌 : |
万宏 |
型号 : |
, |
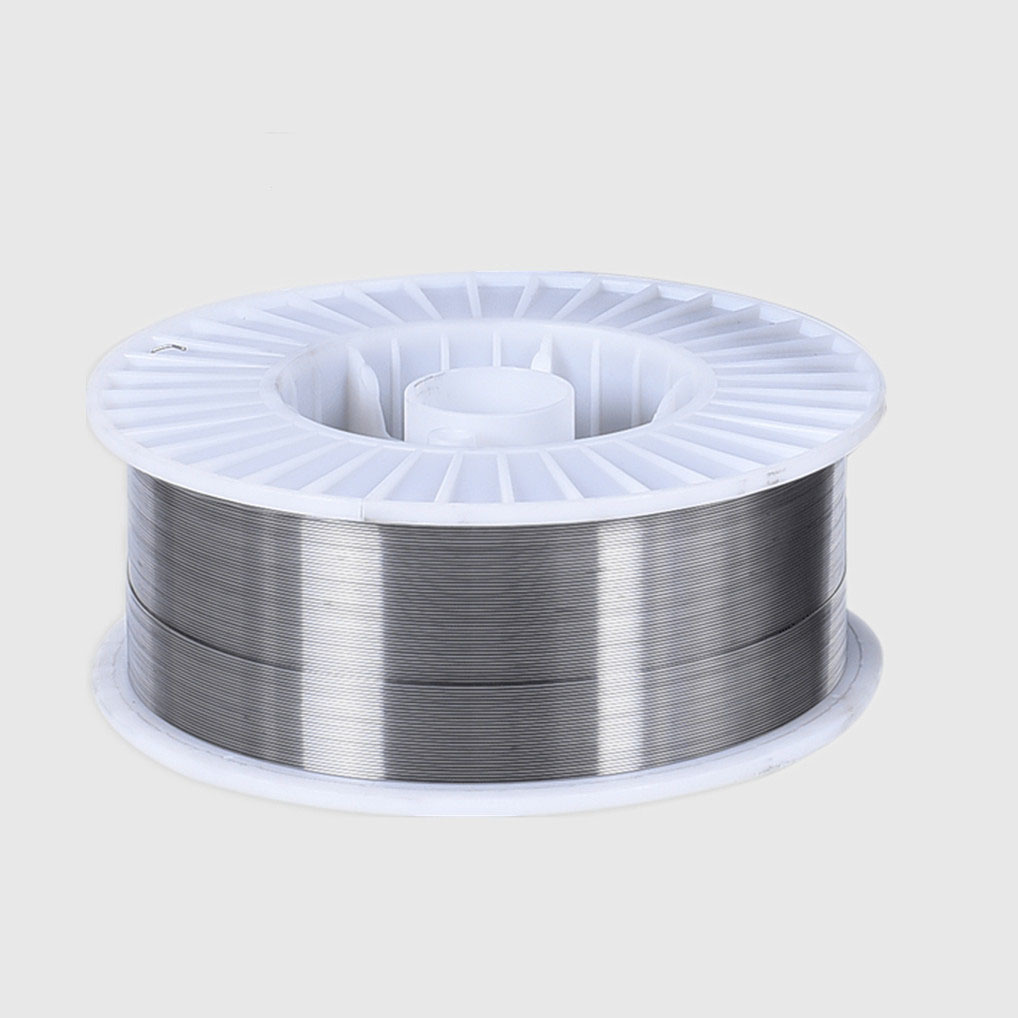
焊丝直径 : |
1.0/1.2/1.6/2.0/3.2/4.0/5.0mm |
类型 : |
药芯 |
材质 : |
Ni,Cr,Mo,W |
牌号 : |
齐全 |
产地 : |
河北 |
助焊剂含量 : |
|
加工定制 : |
是 |
熔点 : |
500 |
长度 : |
1000 |
重量 : |
15 |
用途 : |
机械加工 |
工作温度 : |
常温 |
焊接电流 : |
120-260 |
是否含助焊剂 : |
是 |
适用范围 : |
见说明 |












YD437药芯耐磨堆焊焊丝YD347耐磨堆焊焊丝1.21.6mm,市场走向-安泰焊材
适应性强焊剂的成分和比例极为方便和容易
在奶牛饲料中的应用量:10mg/d
CMC-E45电焊条HR8~522.6,3.2,4.0
钼在地壳中的平均丰度为1.3ppm,多存在于辉钼矿、钼铅
焊条药皮是指涂在焊芯表面的涂料层。药皮在焊接中分解熔化后形成气体和熔渣,起到机械保护、冶金处理、工艺性能的作用。药皮的组成物有:矿物类(如大理石、氟石等)、铁合金和金属粉类(如锰铁、钛铁等)、有机物类(如木粉、淀粉等)、化工产品类(如钛、水玻璃等)。焊条药皮是决定焊缝的重要因素,在焊接中有以下几方面的作用:一、电弧的性。无药皮的光焊条不容易引燃电弧。即使引燃了也不能地。在焊条药皮中,一般含有钾、钠、钙等电离电位低的,这可以电弧的性,保证焊接进行。二、保护焊接熔池。焊接中,空气中的氧、氮及水蒸气浸入焊缝,会给焊缝带来不利的影响。不仅形成气孔,而且还会焊缝的机械性能,甚至裂纹。而焊条药皮熔化后,产生的大量气体笼罩着电弧和熔池,会熔化的金属和空气的相互作用。焊缝冷却时,熔化后的药皮形成一层熔渣,覆盖在焊缝表面,保护焊缝金属并使之冷却、产生气孔的可能性。三、保证焊缝脱氧、去硫磷杂质。焊接中虽然进行了保护,但仍难免有少量氧进入熔池,使金属及合金元素氧化,烧损合金元素,焊缝。因此,需要在焊条药皮中加入还原剂(如锰、硅、钛、铝等),使已进入熔池的氧化物还原。四、为焊缝补充合金元素。由于电弧的高温作用,焊缝金属的合金元素会被蒸发烧损,使焊缝的机械性能。因此,必须通过药皮向焊缝加入适当的合金元素,以弥补合金元素的烧损,保证或焊缝的机械性能。对有些合金钢的焊接,也需要通过药皮向焊缝渗入合金,使焊缝金属能与母材金属成分相接近,机械性能赶上甚至超过基本金属。五、焊接生产率,。焊条药皮具有使熔滴而的作用。焊条药皮的熔点稍低于焊芯的焊点,但因焊芯处于电弧的中心区,温度较高,所以焊芯先熔化,药皮稍迟一点熔化。这样,在焊条端头形成一短段药皮套管,加上电弧吹力的作用,使熔滴径直熔池上,使之有利于仰焊和立焊。另外,在焊芯涂了药皮后,电弧热量更集中。同时,由于了由引起的金属损失,了熔敷系数,也就了焊接生产率。另外,焊接中发尘量也会。六、药皮在焊接中起着极为重要的作用。若采用无药皮的光焊条焊接,则在焊接中,空气中的氧和氮会大量侵入熔化金属,将金属铁和有益元素碳、硅、锰等氧化和氮化形成各种氧化物和氮化物,并残留在焊缝中,造成焊缝夹渣或裂纹。而熔入熔池中的气体可能使焊缝产生大量气孔,这些因素都能使焊缝的机械性能(强度、冲击值等)大大,同时使焊缝变脆。此外采用光焊条焊接,电弧很不,严重,焊缝成形很差。人们在实践中发现如果在光焊条外面涂一层由各种矿物等组成的药皮,能使电弧,焊缝,这种焊条叫药皮焊条。随着工业技术的不断发展,人们创制出了广泛应用的优质厚药皮焊条。七、焊条药皮类型及主要特点。按照药皮的主要成分可以确定焊条的药皮类型。由于药皮配方组成不同,致使各种药皮类型焊条的熔渣特性、焊接工艺性能以及焊缝金属力学性能有很大差别。即使是同一类型药皮,但不同牌号的焊条也因为药皮成分和配比不同,焊条的工艺性能等也会出现明显的差别。[1]

如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。
危害




这标记住半导体照明工程研发及家当同盟(以下简称“同盟”)于2010年7月宣布的《LED筒灯》和《反射型自镇流LED照明产品》规范将升级为规范。为进一步推动半导体照明产品的规范化任务,在、科技部和规范委的调和下,规范委决定以同盟宣布的《反射型自镇流LED照明产品》和《LED筒灯》规范为基础制订规范。 芯片产品正走向,国外芯片龙头将局部产品订单交给企业代加工,依据LEDinside数据显示,2016年芯片出口占芯片总产值的9.6%,同比15年晋升1.6个百分点。2016年芯片产值同比 10%。 药芯焊丝与手工焊条和氩弧焊丝相比有明显的优势随后发展了金属粉芯药芯焊丝和无缝药芯焊丝非常适用于铝重力压铸模、浇口、使用寿命的2~3倍卷成管形的焊丝再经过一连串抽拉成为后需要的丝径
YD437药芯耐磨堆焊焊丝YD347耐磨堆焊焊丝1.21.6mm,市场走向-安泰焊材
为您精选

法国沙福STEELCORED 37 E80T
供应 法国沙福AS 630埋弧焊丝 F8A1
台湾广泰KMS-630 ER630不锈钢气保
美国阿克泰克AlcoTec铝合金焊丝铝镁ER
美国阿克泰克AlcoTec铝合金焊丝铝镁ER
金桥不锈钢焊丝ER304 308 309L
天津金桥不锈钢气保焊丝ER304-1.0mm
企业集采船王牌铝硅焊丝SAL4043,MIG
进口德国蒂森P91/P92焊条E9015-B
美国赫伯特Tube-Alloy258-0

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码