






-
 ¥98000管道开孔切割机 滚床相贯线切割机 等离子功率
¥98000管道开孔切割机 滚床相贯线切割机 等离子功率 -
 ¥98000五轴滚轮圆管相贯线切割机 等离子贯线切割机 数控编程软件
¥98000五轴滚轮圆管相贯线切割机 等离子贯线切割机 数控编程软件 -
 ¥198000五轴数控相贯线切割机 滚轮圆管切割机 钢管坡口切割方式
¥198000五轴数控相贯线切割机 滚轮圆管切割机 钢管坡口切割方式 -
 ¥198000厚壁管火焰切割机 大管径相贯线切割机 可以承重重量
¥198000厚壁管火焰切割机 大管径相贯线切割机 可以承重重量 -
 ¥198000管道相贯线切割机 船舶钢管等离子切割机 切割参数范围
¥198000管道相贯线切割机 船舶钢管等离子切割机 切割参数范围 -
 ¥80000大型方钢数控等离子切割机 钢管相贯线切割机 厂家供应
¥80000大型方钢数控等离子切割机 钢管相贯线切割机 厂家供应
相关产品推荐
-
 ¥198000.00
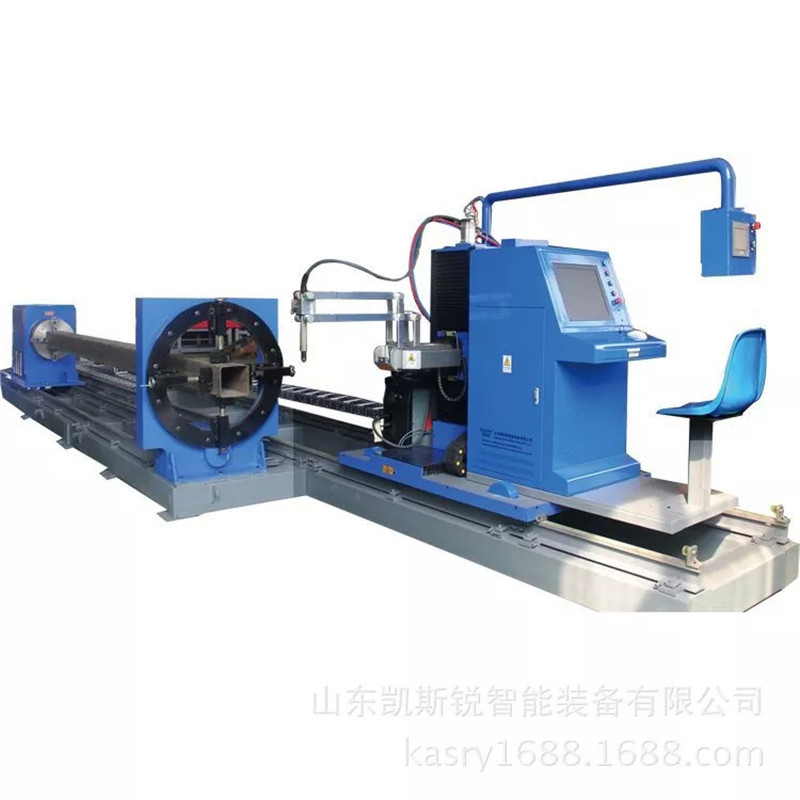
圆管数控等离子切割机 相贯线切割机 软件系统加工方式
¥198000.00
圆管数控等离子切割机 相贯线切割机 软件系统加工方式
-
¥198000.00
大管径相贯线切割机 风电海洋管道架数控等离子切割机 凯斯锐生产厂
-
¥98000.00
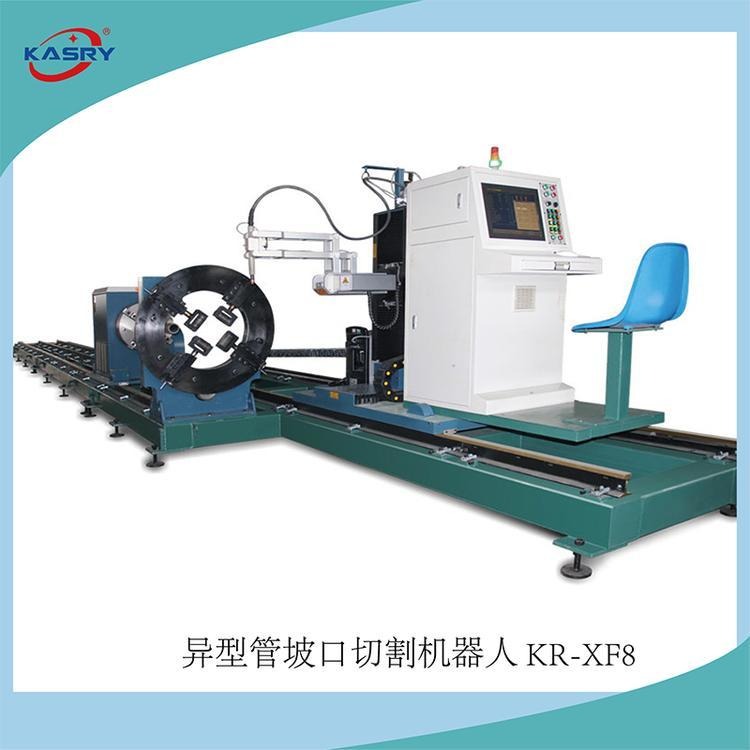
KR-XF8轴相贯线切割机 方管斜口等离子切割机 配置参数
-
¥186000.00
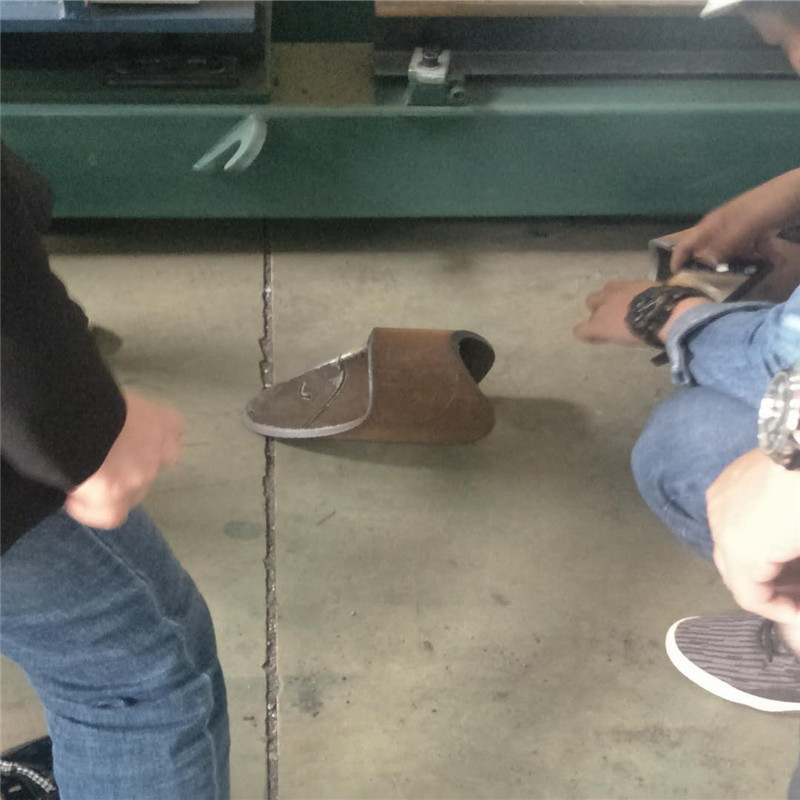
相贯线切管机 钢管切割机 海洋工程管道架小角度坡口搭接演示
-
¥98000.00
滚轮相贯线切割机 重型钢管数控切割机 海洋管道架小角度坡口搭接切

品牌 : |
凯斯锐 |
型号 : |
kr-xy |
用途 : |
切割 |
工作形式 : |
切割 |
驱动形式 : |
自动 |
电流 : |
直流 |
作用对象 : |
金属 |
焊接原理 : |
金属切割 |
动力形式 : |
等离子 |
作用原理 : |
逆变 |
样式 : |
相贯线1 |
加工精度 : |
大功率 |
保护气体类型 : |
氧气 |
是否二手 : |
全新 |
额定输入容量 : |
220 |
负载持续率 : |
100 |
产品别名 : |
kasry |
产地 : |
山东德州 |
是否进口 : |
否 |
五轴相贯线切割机 五轴坡口相贯线切割机 等离子相贯线切割机 凯斯锐数控相贯线切割机厂家直销
等离子切割机消耗件的保养方法
1.保证等离子正确的气压和流动
等离子体正确的气压和流动对消耗件的使用寿命非常重要。如果气压太高,电极的寿命就会大大减少;气压太低,喷嘴的寿命就会受到影响。 设置时参照等离子切割机的使用说明书。
2.等离子切割机采用合理的切距
切距即切割喷嘴与工件表面的距离,这个距离尽量保持恒定,一般在3-8MM左右,太远了不但耗电量太大,切割穿透能力会下降,而且相对比较消耗电极,使电极使用寿命下降;太近了那更简单,非常费喷嘴,喷嘴的使用寿命会成倍的下降,甚至装上去即被烧掉;当穿孔时,尽量采用正常切距的2倍距离或采用等离子弧所能传递的很大高度。





3.穿孔厚度和切割厚度应在机器系统的允许范围内
等离子切割机不能在超过工作厚度的钢板上穿孔,通常的穿孔厚度为正常切割厚度的1/2。尽量在等离子切割机额定的正常切割厚度范围内切割,尽量不要在极限切割厚度上切割,国产切割机的正常切割厚度一般是生产标注的切割厚度的60%,尽量在这个厚度范围内切割,就能更好的保护割嘴.
4.喷嘴不要过载使用
让喷嘴过载(即超过喷嘴的工作电流),将使喷嘴很快损坏。电流强度应为喷嘴的工作电流的95%为宜。例如:100A的喷嘴的电流强度应设定为95A。
5.保持等离子气体的干燥和洁净
等离子系统需要干燥和洁净的等离子气体才能正常工作。脏污的气体通常是气体压缩系统的问题,它会缩短消耗件的使用寿命,造成非正常损坏。测试气体质量的方法是将割炬设在测试状态,在其下方放一面镜子,消耗割炬内的气体,如果在镜子上出现水气和雾状物,则需要查明原因。
- 山东凯斯锐智能装备有限公司
- 马经理 销售部
- 18005443999
- 山东省德州市山东省德州市宁津县长江大街9号
为您精选
-
火焰相贯线切割机 等离子圆管切割机的软件系统
¥88000 -
八轴相贯线切割机 方管切割钢管直径 630的
¥198000 -
重庆相贯线切割机 数控等离子切割机 开孔打坡
¥98000 -
海工管道架重型钢管切割机 火焰数控相贯线切割
¥598000 -
火焰等离子数控切管机 交流相贯线切割机 大管
¥98000
-
山东凯斯锐 圆管相贯线切割机 管材切割套料软
¥198000 -
全自动圆管切割机 金属碳钢等离子切割机 数控
¥98000 -
大型方钢数控切割机 数控等离子切割机的软件系
¥98000 -
管道开孔数控切割机 数控相贯线切割机 船厂等
¥198000 -
数控火焰等离子切割机 钢管自动切割机 五轴相
¥198000
- 小型焊机淄博90-250热熔焊机 PE630焊管机山东鑫冠
- pe管刨边器 翻边切除器 pe管对接机 鑫冠热熔焊机 160-315液压热熔焊机
- 液压焊机dn500pe管热熔机 耐用PE管热熔机电熔焊机
- dn500pe管热熔机 耐用PE管热熔机电熔焊机
- dn500pe管热熔机 耐用PE管热熔机电熔焊机液压焊机
- dn500pe管热熔机 耐用PE管热熔机电熔焊机液压焊机 刨边机
- PE管电熔焊机 沈阳PE管热熔焊机价格 辽宁液压450热熔焊机价格|好用的热熔机生产厂家报价
- PE热熔机|哈尔滨液压250热熔对接机|质量好热熔机生产厂家|买到好热熔机 焊管机
- 友诚机械 邯郸pe热熔焊机价格 PE250热熔机
- 河北pe315热熔焊机 300热熔对接机多钱 全自动热熔焊机价格 PE管焊机
- pe热熔焊机 PE250热熔机
- 小型焊机dn500pe管热熔机 耐用PE管热熔机电熔焊机液压焊机 刨边机







