产品分类
品牌 : |
锐辉 |
型号 : |
RH-DC101054 |
规格 : |
D11×45 |
材质 : |
金刚石 |
适用范围 : |
高精大型外圆磨床,平面磨床,无心磨床 |
工艺 : |
烧结 |
适用行业 : |
金属加工 |
加工定制 : |
是 |
结合剂 : |
金属合金 |
生产工艺 : |
烧结 |
重量 : |
25克 |
产地 : |
上海 |
是否进口 : |
否 |
订货号 : |
101054 |
是否跨境货源 : |
否 |
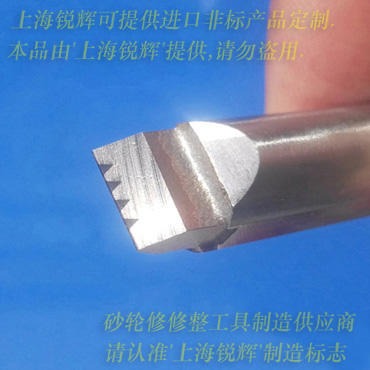
上海锐辉制造-四点式金刚石金刚刀D11mm-高质CVD金刚笔(四点式砂轮修刀):
上海锐辉一直从事高质量的砂轮修金刚石工具生产与研发。
四点式金刚石金刚刀(金刚笔)产品的稳定磨削性能及高性价比特点,主要用于大尺寸砂轮修正或台阶面成型,部分磨床可完全取代价格昂贵的单点砂轮刀。
公司拥有经验丰富的工程师,能够帮助用户严把原料质量关、解决技术问题及提供相关咨询。

型号:RH-DC101054
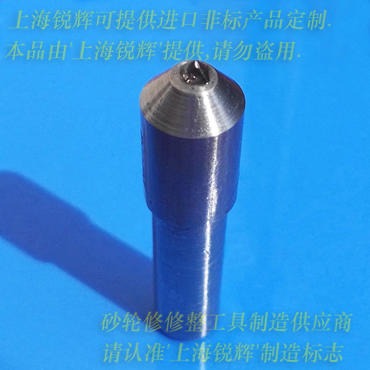
柄体材质:45#钢
柄体尺寸:Φ11×45mm(直柄)
适用磨床:高精大型外圆磨床,平面磨床,无心磨床等。
金刚石个数:4



技术优势:
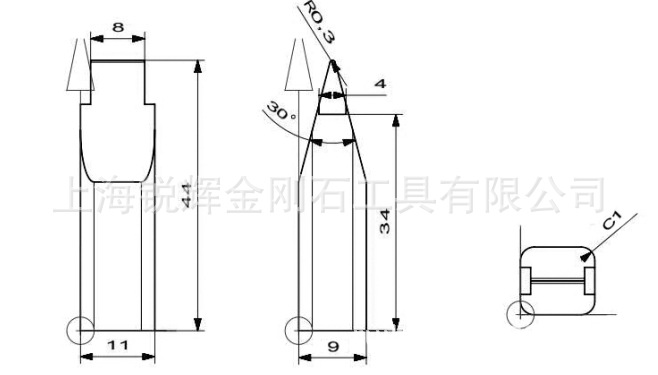
一、采用瑞士原装进口高精密数控磨床磨削角度及R弧,金刚石曲率半径达到微米级精度。
二、低温焊接烧结技术,可有效减少金刚石 ,提高原料使用寿命20%以上。
三、采用高精检测设备、磨耗比检测仪对金刚石原料进行结构分析和耐磨测试。
四、采用严格成本核算机制,让利给客户。
特征描述
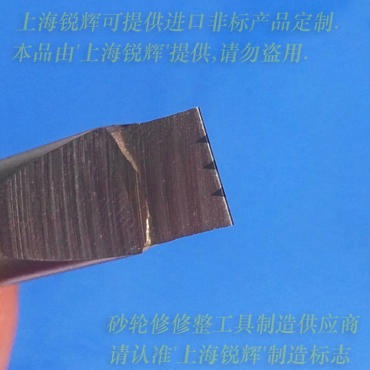
利用四个金刚石锋利尖角同时对磨床砂轮修整,可有效提升修整效率及砂轮精度。
可确保砂轮加工工件表面粗糙度在Ra0.8以内。
磨削性能稳定,性价比高,可配套于机床零部件,汽车零部件,航空航天船舶设备等磨削加工行业砂轮修正。
图纸
使用说明
1. 在使用新刀之前,磨床应从上次修整的进给中退出。
2. 安装时不得将刀头悬垂太长,确保安装牢固,注意不要撞击到砂轮表面。
特别注意三点成型金刚石连线与砂轮旋转方向应保持平行。
3. 在开始修整砂轮时,找出砂轮的高点位置进行初修整(初修整2-3个行程),通常为砂轮的中部。
4. 修整时要有充足的冷却液浇注刀头工作点与砂轮接触面。不能对发热的刀头进行"淬火"(指热后急冷)。
5、对于修整砂轮时出现的各种情况,可咨询联系。
用途/应用领域
应用行业:航空航天,机床组件,汽车零部件等磨床砂轮尺寸900mm以内砂轮修正、整形。
可修整砂轮外径范围:350mm-900mm
可修整砂轮厚度范围:50-300mm
单次修整进给量:0.003mm
磨削工件表面粗糙度:Ra1.2-Ra0.1μm
适合磨削方式: 精磨 (砂轮修正、整形)
砂轮线速度:30m/s-65m/s
为您精选

单点0.8克拉一级天然金刚石笔砂轮修整笔-米
单点锥柄一级0.75克拉天然金刚石修整笔-荣
二级2.5克拉天然钻石金刚笔砂轮修整刀D11
方头天然金刚石修刀笔F80T-粉状金刚石结合
铲式五点金刚石金刚刀FAS90-20-15-
1克拉天然钻石金刚笔砂轮刀D12×50mm南
锥柄一级1克拉天然金刚石金刚刀-赫克里斯轧辊
高质锥尖金刚石金刚笔-轴承磨金刚笔
锐辉牌50金刚笔DS050-砂轮修整笔实拍图
莫氏锥度柄0.8克拉天然钻石金刚笔砂轮修整刀

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码