相关产品推荐
 ¥690
防静电工作台 工作台生产线
¥55000
组装调音台的流水线 功放机生产线 音响生产线
¥1450
供应 自动化倍速链流水线 自动化生产线
¥9
科羽鑫汽车工业用电机生产设备 韩国21马达高速无刷电机组装设备
¥980
工作台 防静电工作台 工作桌 奥特工作台 承重工作台 可移动工
¥690
防静电工作台 工作台生产线
¥55000
组装调音台的流水线 功放机生产线 音响生产线
¥1450
供应 自动化倍速链流水线 自动化生产线
¥9
科羽鑫汽车工业用电机生产设备 韩国21马达高速无刷电机组装设备
¥980
工作台 防静电工作台 工作桌 奥特工作台 承重工作台 可移动工

组装线技术配置
一:工程范围
本装配生产线(包括线体、电控系统、气路系统、工艺看板、照明系统)及专业的设计、
制造、包装运输、安装及调试。
二:设计方案
1、本生产线设计使用工位32人
2.本总装线设计采用员工站立式作业,并采用强制和自制节拍进行控制,节拍时间待定,由
呈0形,转角处需要顶升移载,检测和不良品待修区可根据生产实行情况现场分布.
4.本线体主体采用P=38.1三倍速链、回板采用皮带式输送线和倍速链配合完成整体工序。
三:技术标准

1. 动力
(1). 气源:
压力:4-6Bar;
容量:约8m3 买方负责将方管引到线体附近。
要求:线体入口处设总气阀及滤尘、油水过滤、等功能器件。
(2)电源:
规格:50HZ三相380V和110V,买方负责将按到线体担电控箱内。
2.线体装备配置说明
(1).线体:单层倍速链,主线体总长20米(不包括过渡段),单机设备有顶升平移5台,
平移过渡2台,平移过渡返回1台。
(2).颜色:线体所有铁件需经双放计论后确定,采用专业喷塑处理。
(2).支架: 线体脚支架采用40*40方管,厚度1.5MM,(动力架采用40*40*2MM方管)
(3).照明:线体上工位紧布40W松日牌单支带罩日光灯支架,配佛山照明灯管。
(4).作业指导书:全线体每工位配有作业指导书架,每工位配一套A4板有机玻璃板
(5).阻挡器:全线配阻挡器共36个,由员工手动控控制和程序控制.
(6).顶升平移、过渡平移、平移过渡返回:采用亚德克和四导柱气缸升降,60W小马达带动
带动皮带通过气动元件控制进行平移,平面运行平稳。
(7).线体上方二层物料台采用15MM厚台板,表面贴绿色防火板,四周T型胶条包边。
(8).工位插座:生产线每工位配有一个科本牌二、三位插座。
(9).信号线线槽:采用1.2厚镀锌板折制成170*55*2000一段,安装在线体合适位置,密
闭防鼠。
(10).全线体所有动力所在部位设有防护盖板.
为您精选
汽车座椅齿轮箱装配解决方案 科羽鑫非标自动化
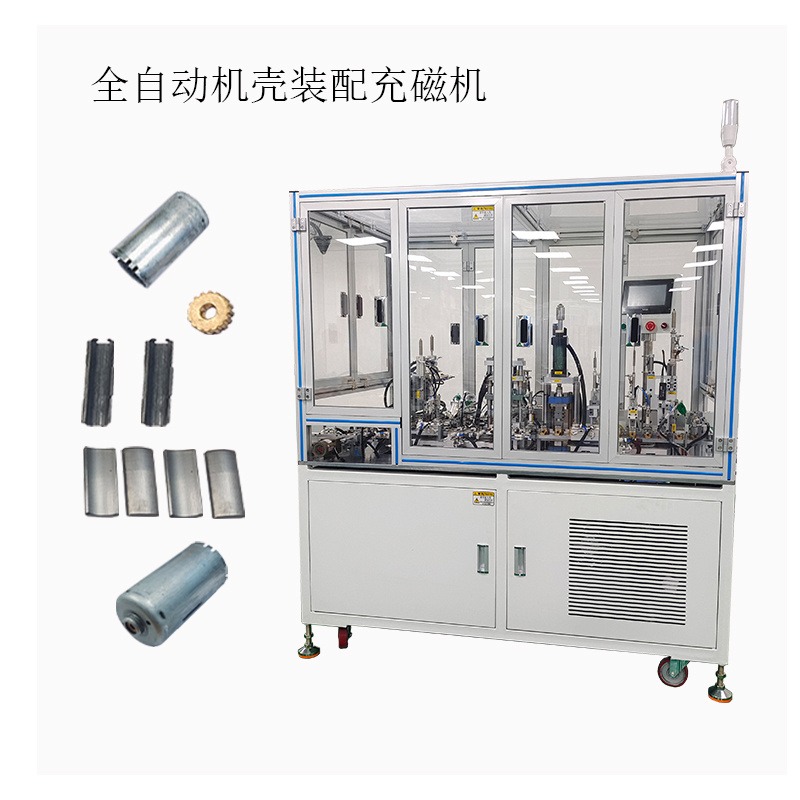
科羽鑫源头机械厂家直销 马达制造生产流水线
非标自动化流水线设备 260 385 390
T5支架自动老化机 RY-L-T503 灯
生产制造设备 390阻尼条配一体机 碳精组装
专业磁条 磁瓦装配一体机3系 5系 7系 F
科羽鑫爆款电子产品制造设备 智能非标自动生产
汽车行业螺杆装配设备 全自动螺杆拉环装配 智
无刷马达定子装配机 无刷电机制造方案 高速无
非标自动化电机生产流水线 科羽鑫微电机生产制

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码