















相关产品推荐
-
 ¥68000.00
SJ-80型PET聚酯纤维塑钢打包带机组 兴远塑机 一出二PP塑
¥68000.00
SJ-80型PET聚酯纤维塑钢打包带机组 兴远塑机 一出二PP塑
-
¥65000.00
SP-80型PET塑料瓶破碎清洗生产线 矿泉水瓶破碎机 塑料粉碎
-
¥39800.00
SJ75型PE塑料管挤出机 SJ-65/33PE塑料制管机 塑料
-
¥39800.00
65型PVC胶条机 门窗密封条设备 防盗门窗密封条机 免费提共配
-
¥29800.00
SJ65/30PE塑料黑管生产线 聚乙烯白管管材生产线 塑料拉管

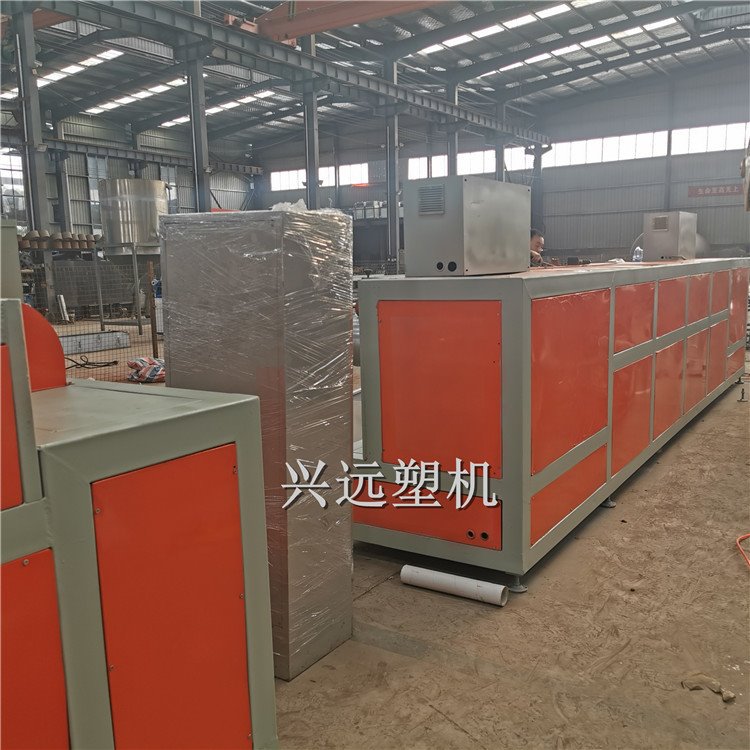
品牌 : |
兴远 |
型号 : |
180 |
产品别名 : |
塑料颗粒机 |
产品用途 : |
回收废塑料提升其价值 |
生产能力 : |
300 |
旋转刀数 : |
6 |
固定刀数量 : |
3 |
回旋直径 : |
500 |
进料口直径 : |
120 |
滤筛板孔径 : |
5 |
切刀转速 : |
900 |
机器中心高 : |
1500 |
电动机功率 : |
55 |
加热功率 : |
120 |
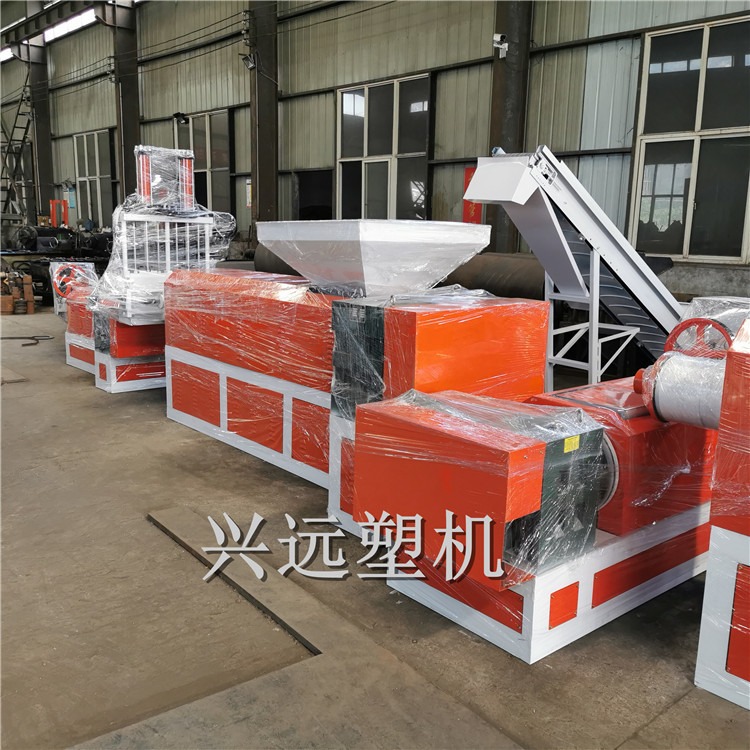
适用原料 : |
PE,PP,PS,TPR,pet,PVC,EVA,ABS,钙母,钙母料,电线料,碳黑母料 |
螺杆数 : |
单螺杆 |
螺杆长度 : |
2400 |
螺杆直径 : |
180 |
外形尺寸 : |
4500*1500*1500 |
重量 : |
5000 |
锅体容积 : |
80 |
售后服务 : |
质保一年 |
是否跨境货源 : |
否 |
加热方式 : |
电磁感应加热 |







预热装置
缆芯预热对于绝缘挤出和护套挤出都是必要的。对于绝缘层,尤其是薄层绝缘,不能允许气孔的存在,线芯在挤包前通过高温预热可以彻底清除表面的水份、油污。对于护套挤出来讲,其主要作用在于烘干缆芯,防止由于潮气(或绕包垫层的湿气)的作用使护套中出现气孔的可能。预热还可防止挤出中塑料因骤冷而残留内压力的作用。在挤塑料过程中,预热可消除冷线进入高温机头,在模口处与塑胶接触时形成的悬殊温差,避免塑胶温度的波动而导致挤出压力的波动,从而稳定挤出量,保证挤出质量。挤塑机组中均采用电加热线芯预热装置,要求有足够的容量并保证升温迅速,使线芯预热和缆芯烘干效率高。预热温度受放线速度的制约,一般与机头温度相仿即可。





成型的塑料挤包层在离开机头后,应立即进行冷却定型,否则会在重力的作用下发生变形。冷却的方式通常采用水冷却,并根据水温不同,分为急冷和缓冷。急冷就是冷水直接冷却,急冷对塑料挤包层定型有利,但对结晶高聚物而言,因骤热冷却,易在挤包层组织内部残留内应力,导致使用过程中产生龟裂,一般PVC塑胶层采用急冷。缓冷则是为了减少制品的内应力,在冷却水槽中分段放置不同温度的水,使制品逐渐降温定型,对PE、PP的挤出就采用缓冷进行,即经过热水、温水、冷水三段冷却。








- 河南省兴远机械设备有限公司
- 宁经理 销售部
- 13523512099
- 河南省郑州市荥阳市上街区汜水镇
为您精选
-
聚苯乙烯泡沫粉碎机 PS聚苯乙烯泡沫造粒机组
¥8500 -
SP-120型PET塑料瓶破碎清洗线 矿泉水
¥75000 -
SJ-80型PP塑料打包带机组 PET塑钢打
¥98000 -
兴远塑机 供应180型废旧塑料造粒机 塑料薄
¥77500 -
兴远塑机 65塑料管材挤出机 SJ65PE塑
¥39000
-
废旧塑料回收造粒设备 小型PVC ABS塑料
¥35000 -
兴远塑机 75型PP塑料打包带机组 聚丙烯塑
¥68000 -
兴远塑机 SJ-90型PE塑料制管机 75型
¥59800 -
兴远塑机 220型全自动泡沫造粒机 泡沫造粒
¥23800 -
80型PET矿泉水瓶塑料破碎清洗甩干机组
¥75800







