相关产品推荐
品牌 : |
冀冲锋 |
型号 : |
D256 |
焊芯直径 : |
3.24.05.0 |
牌号 : |
EDMn-B-16 |
产地 : |
河北 |
类型 : |
堆焊焊条 |
材质 : |
合金 |
药皮性质 : |
碱性焊条 |
直径 : |
3.24.05.0 |
长度 : |
350400 |
焊接电流 : |
60-220 |
电流幅度 : |
60-220 |
适用范围 : |
用于各种破碎机、高猛钢轨、道岔 |
硬度HRC : |
HB≥170 |
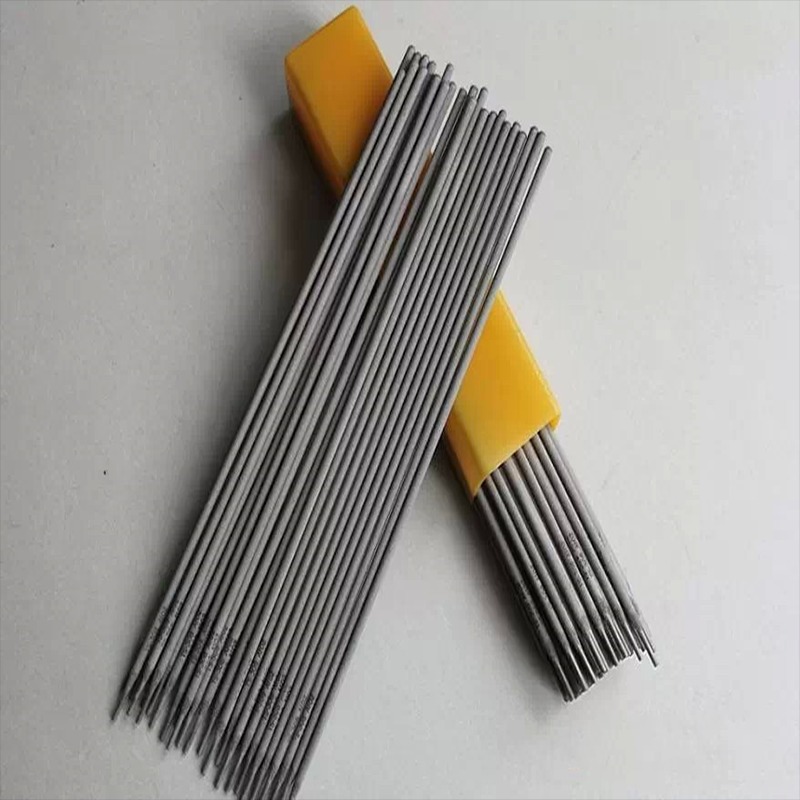
D266堆焊焊条
符合 GB/T EDMn-B-16
说明:D266是低氢钾型药皮的高锰钢堆焊焊条。交直流两用由于熔敷金属中添加了钼,从而提高了抗裂及耐磨性能。堆焊时宜用小电流、窄焊道,并趁红热时立即锤击或水淬,以减少裂纹倾向。堆焊金属为奥氏体高锰钢,具有加工硬化、坚韧和耐磨的特点。
用途:用于各种破碎机、高猛钢轨、道岔、戽斗、推土机等受冲击易磨损部分的堆焊。
熔敷金属化学成分(质量分数) ()
C |
Si |
Mn |
Mo |
其他元素总量 |
||||
| 1.10 | 1.30 | 11.0018.00 |
2.50 | 1.00 |
堆焊层硬度:HB
170(焊态) 。参考电流
焊条直径/mm |
2.5 |
3.2 |
4.0 |
5.0 |
焊接电流/A |
6080 |
7090 |
100140 |
150180 |
注意事项:
1. 焊前焊条须经300左右烘焙1h;
2. 堆焊已磨损的高猛钢工件,事先应将疲劳层铲除或经水韧处理,或用铬锰钢焊条(如D277等)打底;
3. 堆焊时黄烟较大,应注意加强通风,焊工应站在上风位置进行操作。


为您精选

进口法奥迪VAUTID-30焊条中国总经销
麒麟JQ-AF312-15焊条E312-15
正品批发四川大西洋CHR212焊条D212堆
麒麟JQ-AF2209-15焊条E2209-
阿维斯塔ENiCrFe-3不锈钢焊条总代理
瑞典伊萨双相不锈钢焊条3.24.05.0包邮
德国蒂森 E309L-15不锈钢电焊条化学成
安徽美国万能MAGNA100焊条
D707碳化钨耐磨焊条耐高温耐腐蚀
德国蒂森焊条焊丝焊材成都总代理

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码