













- 济南鼎焊焊接材料有限公司
- 联系姓名:王福新
- 电话号码:13583112088
- 固定电话:0531-86023236
- 所在地区:山东省-济南市
- 经营模式:生产厂家
- 主营产品:耐磨焊条, 堆焊药芯焊丝, 银焊条, 万能焊条, 镍基焊条, 美国MG焊材, 德国STOODY焊材, 德国UTP焊材, 瑞典伊萨ESAB焊材, 加拿大高尔夫Gulfwire焊材
- 进入店铺
-
微信小程序 一键拨号更便捷
相关产品推荐
-
 ¥48.00
ER1100 铝焊条 ER1100 铝合金焊条 焊丝 厂家鼎焊
¥48.00
ER1100 铝焊条 ER1100 铝合金焊条 焊丝 厂家鼎焊
-
¥27.00
D102堆焊焊条 EDPMn2-03电焊条批发鼎焊
-
¥24.00
D102堆焊焊条 EDPMn2-03 电 焊条 普通焊条鼎焊
-
¥1850.00
银焊条 HL314银钎料 35%银焊条 Ag35CuZnCd银焊
-
¥1560.00
银焊条 25%银焊条 BAg25CuZnSn银基钎料 L302银

品牌 : |
鼎焊 |
型号 : |
TDM-8 |
牌号 : |
TDM-8 |
产地 : |
山东 |
类型 : |
堆焊焊条 |
材质 : |
合金 |
焊芯直径 : |
3.2mm 4.0mm 5.0mm |
药皮性质 : |
酸性焊条 |
直径 : |
4.0mm |
长度 : |
400mm |
焊接电流 : |
120-150A |
电流幅度 : |
120A |
熔点 : |
550 |
工作温度 : |
750℃ |
适用范围 : |
高锰钢焊芯,含钨量57%,和金粉末12%,墨钴铬等多种元素。 |
硬度HRC : |
60 |
加工定制 : |
是 |
是否进口 : |
否 |
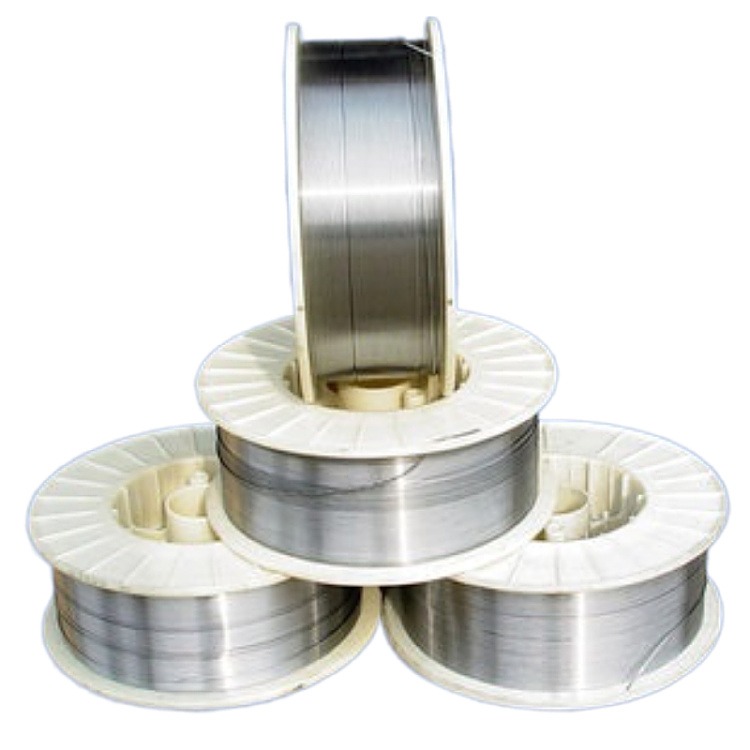
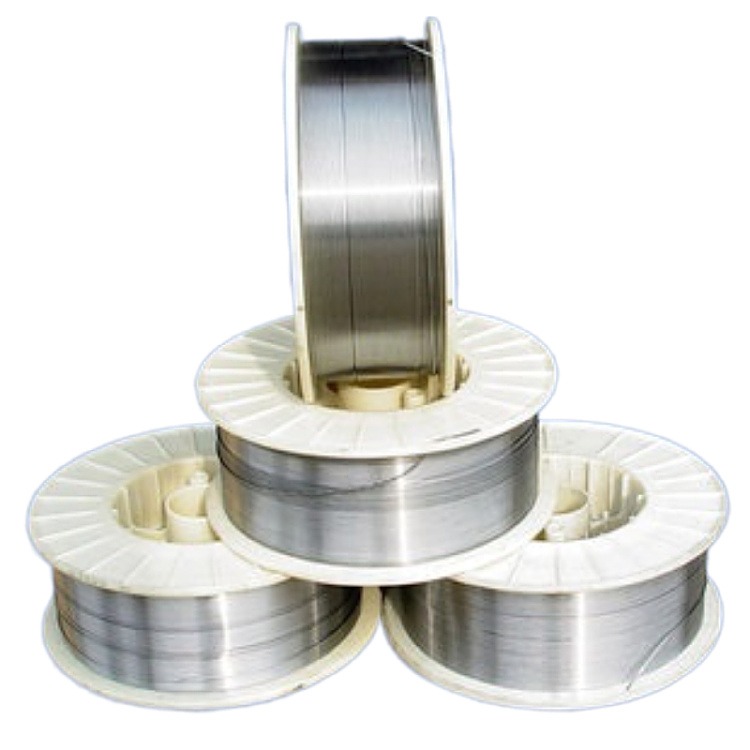
鼎焊牌TDM-8碳化钨合金焊条 堆焊焊条现货批发
说明:TDM-8碳化钨合金耐磨栈焊焊条 建材工业部推荐产品 我厂生产的TDM-8碳化钨合金耐磨栈焊焊条,主要针对砖瓦厂的运送螺旋、搅拌机叶片、制砖机的搅刀、搅龙、对棍、推土机推斗、挖掘斗、抓斗等磨损的特点研制而成。采用碳化钨及低氢钠型药皮为主要原料,配合日本神户技术工艺研制而成,可交直流两用,焊层具有硬度高、韧性好、耐高温和耐磨损等特点,使用于碳素钢、合金钢、铸铁、铸钢等表面的栈焊。
栈焊金属:高锰钢焊芯、含钨量57、和金粉末12、墨钴铬等多种元素。
化学成分:
C | Cr | W | Mo | B |
0.05 | 9.8 | 57 | 17 | 4.2 |
参考电流:φ3.2 90-120A φ4.0 160-190A φ5.0 190-220A
栈焊层硬度:(焊后空冷)HRC75
DHHC/鼎焊堆焊焊条堆焊中 常碰到的问题是开裂,防止开裂的主要方法是
1、焊前预热,控制层间温度,焊后缓冷。
2、焊后进行消除应力热处理。
3、避免多层堆焊时开裂,采用低氢型堆焊焊条。
4、必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)
堆焊焊条的焊接使用中开裂与工件及焊缝熔敷金属的含碳量、合金元素之间有直接关系,所以预热温度一般依据所用焊条的碳当量来估算。
碳当量公式如下:
Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni
此估算公式适宜于低、中、高碳钢和低合金钢材料。
碳当量(%) | 预热温度 | 碳当量(%) | 预热温度 |
≤0.40 | 100℃以上 | ≤0.70 | 250℃以上 |
≤0.50 | 150℃以上 | ≤0.80 | 300℃以上 |
≤0.60 | 200℃以上 | ≤0.90 | 350℃以上 |
高锰钢及奥氏体不锈钢,可不预热。高合金钢预热温度大于400℃。
碳化钨合金堆焊焊条产品是由鼎焊焊条集团有限公司采用从目前国内工具修复和制造中发展起来的一项 新科研技术研发生产的,它广泛应用电厂和各种设备的防磨。该集团公司生产的DHHC鼎焊碳化钨合金耐磨堆焊焊条,特点是普通电焊工即可对机件进行堆焊修复,操作方法与普通焊条无异,并且焊后不需要任何处理即可获得HRC65-70的一次性硬相层,使易损部件比用16锰等修复可提高使用寿命5倍以上,通过国家焊接材料质量监督检验符合GB984-85标准。 冲击值:Kgf/-m/c㎡>22%
堆焊硬度:HRC≧65
操作方法及注意事项: 本焊条系低氢型药皮,焊接性能良好,操作简单,交直流均可,直流效果更佳。
(1)熔焊过程中,由小电流焊起,稀释率不应超过35%,焊条不宜走过快及左右晃动, 堆 层时应等 层稍冷却后将药皮鼓掉再进行,每层厚度为2mm,堆两层效果更佳。
(2)本焊条应存放在干燥库房内,若受潮应在200℃温度下重新烘焙1小时方可使用。
(3)若堆焊母材含碳量较高或铸锰、合金件应将母材预热400℃-500℃左右,或先用结 “507”低氢焊条堆焊一层在趁热堆焊,焊后缓冷。






- 济南鼎焊焊接材料有限公司
- 王福新 公司经理
- 13583112088
- 山东省济南市和平路36号
为您精选
-
银焊条L204银钎料 BCU80Agp银焊条
¥740 -
A062不锈钢焊条 E309L-16电焊条
¥43 -
美国ERNiCrMo-11镍铬钼焊丝 ERN
¥292 -
斯米克AL309铝锰焊条 E3003铝锰合金
¥128 -
铝焊条L109铝镁焊条 L309 铝及铝合金
¥123
-
耐磨焊条D286A EDMn-B-16堆焊
¥27 -
D667耐磨焊条 D678耐磨焊条 D6
¥45 -
鼎焊牌E7018焊条 普通焊条 E7018电
¥面议 -
厂家直销NiCrMo-4镍基合金焊条 NiC
¥面议 -
厂家自产镍基焊条NiCrfe-3镍基合金焊条
¥面议







