产品分类
相关产品推荐
加工定制 : |
是 |
类型 : |
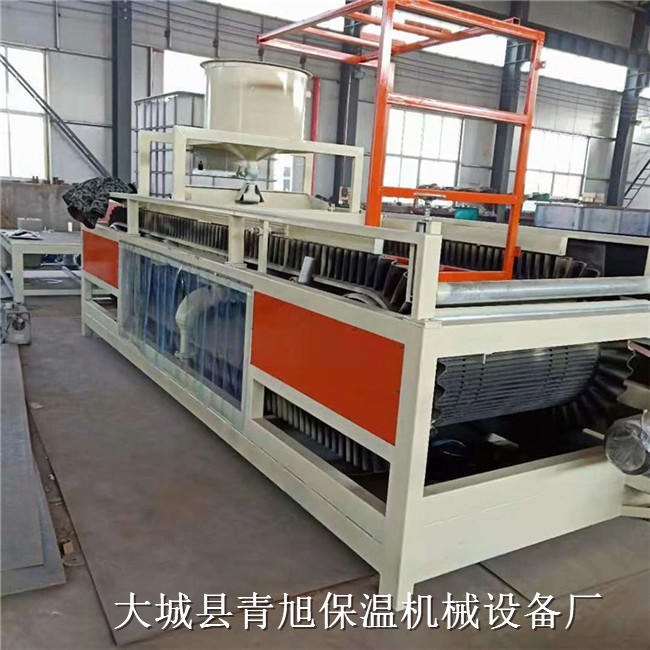
墙网机械 |
品牌 : |
玛纳 |
成型周期 : |
1d |
传动方式 : |
机械 |
激振频率 : |
无 |
压力 : |
20kn |
整机重量 : |
14t |
振动频率 : |
120 |
工作气压 : |
50mpa |
外形尺寸 : |
3600*3000 |
装机容量 : |
14kw |
成型压力 : |
14t |
主振形式 : |
无 |
总功率 : |
14kw |
型号 : |
m09 |
别名 : |
轻质墙板机 |
用途 : |
内隔墙板 |
生产线整体技术采用MANA公司自主创新研制开发的新型成组立模技术装备(系原始技术创新开发,获得 技术鉴定),采用立模法机组流水工艺生产,该线使用玛纳多项专利技术做支撑,拥有完全的自主知识产权,主要满足用户大规划、高品质、高度机械自动化的产品需要,是国内外现 的生产工艺装备之一。
本生产线主要生产新型轻质条板,满足框架结构的内 护墙体需要;
成型技术:采用成组立模成型技术(系玛纳公司原始技术创新成果),M09新型条板机械化生产线;该生产线含多项玛纳公司专利技术,玛纳公司拥有该生产线的自主知识产权。
产能:标准生产线 产能年产50万㎡(3000mmX600mm),单组直接操作工人约需10人,工作时间8-12小时(参考)
一、玛纳轻质墙板生产线所需主要设备及功能说明:
1. 第三代成组立模(不漏浆及大刚度技术)
采用玛纳不漏浆专利技术,成型精度高,一次成型12片墙板,立模可实现液压开模/合模(端模、侧模),含机械行走机构,含独立液压泵站,实现遥控控制。
2. 第三代液压抽芯机(大抽拔力变量控制技术)
采用玛纳专利技术(三项技术),实现大吨位抽芯,采用液压变量泵站系统,实现与成组立模定位,与芯管对接和分离,完成抽芯、穿芯功能。
3. 布料系统(自动布料机)
采用成组立模上开口布料形式,实现与立模定位,完成在成组立模上方实现浆料的可控落料、均匀摊铺。
4. 上抹面成型机(实现墙板上成型槽成型)
该部分由一套上成型定位机与抹面机构配合,实现浆料浇注后由抹面机定位于成组立模上面,压合、抹面成型。
5. 推板机构(集合自动出板及隔板清理复合技术)
成组立模从终养护室驶出后,进入出板工位,与推板机构定位,成组立模自动开模,推板机与立模对位,将墙板推入合板翻板机,并在过程中实现立模隔板部分清理,完成底边模的入模。
6. 合板翻板机构(完成合板及翻板技术)
与成组立模定位,将墙板(含底模)合拢在一起,分6块墙板为一组,然后进行翻板、打包,供叉车或转运车转入成品栈场。
7. 摆渡车(无线控制行走及精确轨道定位)
实现成组立模的轨道工位转换,采用变频行走,含液压泵站,通过液压系统与相关轨道精确定位,遥控控制。
8. 集约式低能耗养护室(快速养护墙板构件及低耗能技术)
采用鳍片 散热器进行换热,热源可采用蒸汽或热水,实现养护室门的可控开合,每个养护室实现3点温控,含电控、照明、自动测温控温。
生产工艺演示
二、生产线主要材料零部件说明:
1. 钢材部分
武钢、安钢生产的国标钢材
2. 电器部分
电器控制部分采用国际 品牌(施耐德),电机采用国内 品牌。
3. 液压部分
阀采用 品牌(榆次油研);泵采用 品牌(台湾俊泰、派克);油缸采用国内 品牌(泸州众大科技)
为您精选

甘肃立式水泥管制管机HQJY1200径向挤压
全自动HQXM800-2400双工位芯模振动
HQXM1800-4000芯模振动设备,芯模
华强水泥管设备投资造价,立式水泥管制管机HQ
HQJY1200径向挤压厂家,立式径向挤压设
高速滚焊机300-1200,排水管滚焊机,沧
水泥管径向挤压机HQJY1200径向挤压设备
河北水泥管机械HQJY1200径向挤压,华强
福建销售 隧道JT220 网片焊机 桥梁网片
厂家供应建特重工 隧道网片焊机JT220 型

发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~

确保商家能在第一时间与您取得联系
请留下您的联系方式
请输入正确的联系电话
请输入称呼或公司名称
 换一张
换一张
请输入验证码