砂轮动平衡如何调试-可以降低磨床振动减少噪声提高磨削精度快讯
2020-11-24 13:48:48 来源:搜好货
砂轮振动危害:磨床主轴高速回转时会产生大的离心,由于离心的作用具有周期性,导致机件产生振动,无形中增加轴承及主轴等机件的负荷与摩耗,机械
砂轮振动危害:
磨床主轴高速回转时会产生大的离心,由于离心的作用具有周期性,导致机件产生振动,
无形中增加轴承及主轴等机件的负荷与摩耗,机械的振动一直无法获得有效的修正与改善,
砂轮就无法获得稳定的削,因此容产生研磨振纹、工件烧焦损、加工面精度等异常现象。
宏富信砂轮动平衡仪简单、快捷、方便操作,提高磨床精度的好帮手!

工具/原料
砂轮动平衡仪一台
需要检测或校正的通用磨床设备(磨床砂轮法兰盘需带三个平衡块)
方法/步骤
1
架设转速传感器,贴反光贴。传感器要架设在于主轴同步旋转的方位。
红外线探头对准反光贴纸,距离保持在5cm-6cm左右。
开启电源,移动砂轮转速传感器红绿指示灯交互闪速。
2
振动传感器吸附于靠近砂轮的主轴处。
不要吸附在砂轮盖子处,容易产生共振,量测不准。
也不要吸附电机马达处。
END


方法/步骤2
调试砂轮法兰盘需要有360度刻度(自行刻印或是贴上所附角度环)
仪器安装完成。
将平衡块放置0度 120度 240度位置,点:新做动平衡,开启磨床。
仪器显示测量振动值、角度转速等,根据提示:量测完成停止砂轮。
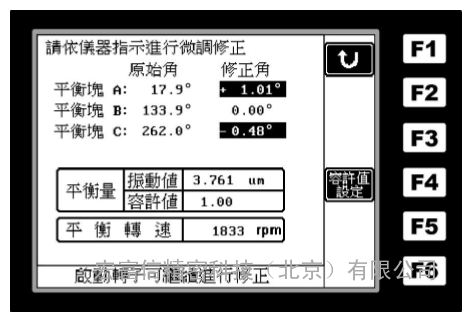
仪器显示移动平衡块A,B,C放置角度,调好后启动磨床。
显示调整后测量的数据。
继续依据修正角度移动砂轮平衡块的位置,使其达到好状态。
7
即使是普通的低价位磨床,也可使您的磨床加工达到精密要求!
在线动平衡技术突破:
在线动平衡技术的突破推动了磨削技术的发展,如高速磨削,使机床的工作精度和生产效率的潜在能力得到充分发挥,成为高精加工不可或缺少的配套技术,
在延长砂轮,修整金钢石和主轴轴承等使用寿命方面也有所裨益。据美国振动机构,IRD公司多年机床维修经验值推荐:为确保磨床加工精度,主轴轴承外壳处测得的许可振动位移量(峰-峰值)应控制如下: 磨床类型: 许可振动量范围 螺丝磨床: 0.25-1.50um 齿轮磨床: 0.25-1.50um 成型轮廓磨床: 0.75-2.00um 内外圆磨床: 0.75―2.50um 无心磨床: 0.75-2.50um 平面磨床: 0.75-3.50um 双端面磨床: 1.20-5.00um (注:具体许可值与加工件公差及尺寸相关,有可能低于此表下限 。)









好货优选









